Strona 1 z 4
Wiercenie otworu
: 07 cze 2016, 22:44
autor: norbi001
Witam szanownych kolegów. Jest pytanie. Czy byłby ktoś w stanie wykonać w 12 "wałkach" otwór nieprzelotowy fi ok 17mm jak na załączonym rysunku.
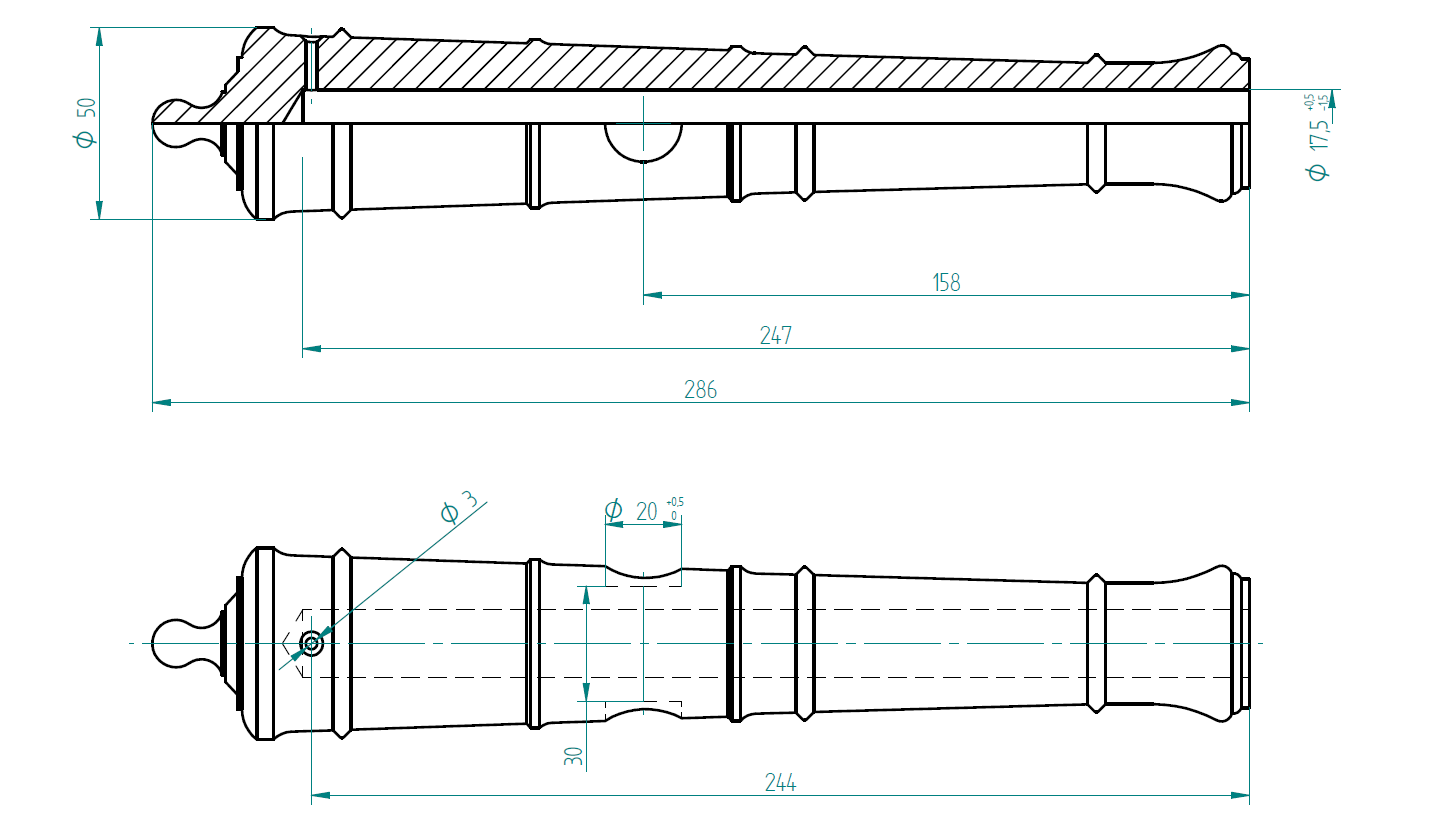
Materiał stal nierdzewna 1.4301. Dajcie jakieś propozycje.
Pozdrawiam
: 08 cze 2016, 07:51
autor: nutrash
Przyrząd musisz zrobić. Proponuje pierścień wytoczony z fazą w środku o kącie odpowiadającym temu jaki będzie w miejscu chwytu na wałku. Pierścień ten rozciąć na pół i stworzy on takie jakby mini szczęki. To wszystko w uchwyt tokarski i wio. Pierścień taki umiejscowilbym nad którymś kołnierzem by się nie zsuwalo nic przy wierceniu, a wałek oczywiście ma stać na czymś tak by w dół go wiertło przepchnąć nie było w stanie.
Chyba że Ty szukasz podwykonawcy to sorry ale można dwuznacznie odebrać Twoje pytanie
: 08 cze 2016, 12:43
autor: Armstec
otwór fi 17 244mm głebokosci w nierdzewce ... uchwyt to jest najmniejsze zmartwienie
powiedz lepiej czym to chcesz wiercic bo to jest arcy problem
nie dało sie zrobic tego z tulei 17/50 i zaczopować tylca ?
: 08 cze 2016, 15:57
autor: nutrash
No cóż problem nie jest dobrze sprecyzowany. Trzeba to wpierw zamocować więc podałem swój sposób. Nie wiem jaki narzędziami dysponuje autor, ale na 70% narzędzie do tego wiercenia jest na tyle nietypowe że trzeba je specjalnie dokupić. Węgiel lub coś z kobaltem najlepiej nie jedna sztuka a potem zostaje męczenie się

: 08 cze 2016, 17:13
autor: norbi001
Dzięki chłopaki za szybkie komentarze. Niezły pomysł z tą tuleją ale klientowi zależy na mocnej i zwartej konstrukcji. Planuję robić to na tokarce z podajnika. Co do frezowań na boku i otworu poprzecznego nie będzie również problemu. Dysponuję tokarką z osią C. Niestety nie dysponuję wiertłem. Będę musiał zaopatrzyć się. Dokładność otworu nie ma znaczenia. Ma to strzelać prochem nabijanym od przodu. Co do wiertła namierzyłem takie coś:
https://isklep24.ronar.com.pl/wiertlo-d ... 6968,28182
Myślę że się nada. Jak nie to będzie problem. Chyba że jest ktoś chętny wykonać to dla mnie.
Pozdrawiam
: 08 cze 2016, 17:13
autor: Armstec
no i weglik czy kobalt fi 17 z chłodzeniem kanalikami długosci 300mm to moze byc ogromny koszt, a jeszcze otwór pilotowy rownie długie...
te co pokazales mają jakiegos pdfa z opisem? jakos dziwnie tanie są wiertła kobaltowe tej firmy zero parametrów podanych
: 08 cze 2016, 19:57
autor: InzSpawalnik
Armstec : zwykly wiertlo bez zadnego chlodzenia wewnetrznego tylko do otworow dlugich z odpowiednim rowkiem lepiej odprowadzajacym wiora.
To jest tylko 250mm i tylko nierdzewka . Nie robcue z tego wyprawy na ksiezyc. Wiertla dobrego producenta za sztuke to okolo 150-300Pln za sztuke. Jedno wiertlo powinno wystarczyc przy zachowaniu niskich parametrow.
: 08 cze 2016, 21:42
autor: Paola
kreskowanie przekroju na rysunku to: materiały ceramiczne, ceramika ....a nie stal
 https://pl.wikipedia.org/wiki/Rysunek_t ... _maszynowy
https://pl.wikipedia.org/wiki/Rysunek_t ... _maszynowy
: 08 cze 2016, 22:28
autor: norbi001
Wiedziałem że dostanie mi się za kreskowanie. Poprawione

A co do wiertła:
http://www.stimzet.cz/down/Katalog_STIMZET_2013.pdf
A991752G400S
: 08 cze 2016, 22:39
autor: Armstec
no to okazało się ze armatke masz ceramiczną oby nie z węglika.. czyli szukamy wiertła diamentowego
a tak na serio te armaty mają byc sprawne? tzn będziesz ladował czarnym prochem i strzelał bo widze otwór zapłonowy? jak tak to dno chyba powinno byc okrągłe lub płaskie
na wylocie lufy musi tez byc odpowiednio duza faza chyba 60* albo okrągła , ma ona bardzo duzy wpływ na celnosc (tgz korona lufy)