Strona 1 z 2
Toczenie pierścienia
: 02 cze 2016, 07:18
autor: kris2189
Witam,
Musimy w pracy wykonać pierścień z materiału S690Q, średnica zewnętrzna 590h7 mm. Czy jest możliwe wykonanie tego na tokarce poziomej cnc? Po przetoczeniu jesdej sztuki wyszło jajo 0,3 mm. Uchwyt mamy trójszczękowy.
: 02 cze 2016, 08:47
autor: RomanJ4
A jakie macie do tego szczęki, typowe czy zataczane?
Aby zminimalizować wpływ ich nacisku na kształt trzymanego detalu powinny obejmować co najmniej ~90% trzymanego obwodu..
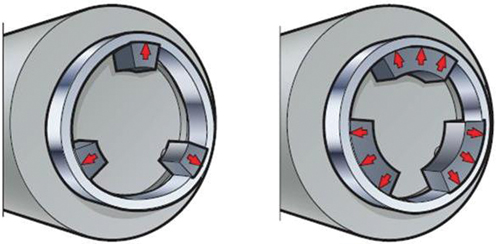
na przykład



: 02 cze 2016, 08:59
autor: kris2189
Typowe trójszczękowe... Czy może to wynikać z tego, że materiał ma wysoką granicę plastyczności?? Albo że półfabrykat był cięty na laserze i powstały jakieś naprężenia?
: 02 cze 2016, 10:39
autor: mag999
Szczęki gniotą materiał
: 02 cze 2016, 10:47
autor: Armstec
laser mocno utwardza powieszchniowo a nawet tworzy skorupkę jak zgorzelina walcownicza która jest bardzo twarda zwykle to jest zaletą ale w tym przypadku jest to na pewno spory problem przy skrawaniu
natomiast ciecie laserem na pewno nie powoduje naprężeń i deformacji , chyba że naprężenia były obecne już przed laserem ale to nie ma nic wspolnego z samym cieciem
lwia część problemu jest po stronie uchwytu za mało punktów oparcia



: 02 cze 2016, 11:05
autor: RomanJ4
kris2189 pisze:Czy może to wynikać z tego, że materiał ma wysoką granicę plastyczności??
Każdy materiał się ugnie, zależy tylko jaka siłę na jakiej powierzchni do niego przyłożyć.
Obrazowo - dotknij sobie skóry na ręce palcem, lub z taką samą siłą czubkiem igły - skutek możesz sobie wyobrazić... I na nic tu zda się "twardość" muskułów
Podobnie w Twoim przypadku, szerokie szczęki nie zniekształcają w takim stopniu materiału jak wąskie, i pierwotne wewnętrzne naprężenia materiału nie mają tu nic do rzeczy.
Jak szczęki będą praktycznie obejmować cały obwód materiału, to przyjmie on ich kształt (czyli okrągły), bo nie będzie mógł się wyboczyć w pustych przestrzeniach między powierzchniami zacisku. Z tego też wniosek, że im cieńszy i bardziej wiotki toczony pierścień, tym większy jego obwód muszą objąć szczęki..
I tyle...
: 02 cze 2016, 11:37
autor: tokarzmaly
Ile wynosi średnica wewnętrzna? Też tolerowana? A może pokombinować kolejnością obróbki?
: 02 cze 2016, 16:16
autor: jasiu...
ale kto tak toczy? Tokarz, czy inżynier tokarnictwa?
Ja to robię tak. Proszę, żeby ucięli materiał grubszy o ok. 20 mm. łapę, obrabiam górę dół i przecinakiem najzwyczajniej na świecie odcinam pierścionek. I nie ma szans, jeśli materiał był w porządku (można wyżarzyć wcześniej krążek) żeby poszło za dużo. Bo te 2-3 setki, jeśli czasem wyjątkowo pójdzie, to się najzwyczajniej naciągnie (ścianka jest równa przecież)
Oczywiście cały czas trzymane jest w twardych szczękach (ja mam z ząbkami) za pełny materiał, obróbka w środku jest tylko dotąd, żeby wewnętrznym przecinakiem zrobić fazkę od środka, bo tak ładniej.
Aha, studia-studiami, ale ja od tokarza uczyłem się zawodu i tokarz jestem

: 02 cze 2016, 16:33
autor: Armstec
on zapewne wycinał z blachy o docelowej grubosci cieżko było by dostac tuleje czy wałek fi 600mm zeby sobie przetoczyc i na koniec dopiero odciąc pierscien
i problem on ma nie 2-3setki tylko 0,3mm a to juz sporo
: 02 cze 2016, 20:08
autor: RomanJ4
jasiu... pisze:Ja to robię tak.
Nie zawsze można zrobić tak...