Chropowatości Ra1,25 się nie szlifuje.
Na rysunkach nie wymiaruje się średnicy podziałowej.
Brakuje fazowania uzębienia - nie wystarczy napisać "Wszystkie fazy 1x45°".
Fazowanie uzębienia nie robi się pod kątem 45°. Zresztą na dokumentacji nie używa się słowa "faza".
Brakuje promieni przejściowych.
Błąd rzutowania i wymiarowania otworu z rowkiem wpustowym.
Brak wymiarowania średnicy "szyjki" pomiędzy wieńcami zębatymi.
Na przyszłość nie radzę używać (tak jak to robisz w poście powyżej) średnicy koła zębatego w rozumieniu jego wymiaru zewnętrznego. Średnica "d" dla każdego fachowca zajmującego się kołami zębatymi, oznacza średnicę podziałową. Notabene - iloraz średnicy "d" i ilości zębów "z" powinien dać wynik w postaci znormalizowanego modułu (nie mówimy o kołach zębatych z dziedziny motoryzacji).
No i teraz odpowiedź na Twoją "fantazję" o szlifowaniu.
Wrysowałem sobie proporcje tego Twojego koła w CADzie i nie masz miejsca na wyjście narzędzia z małego koła.
O szlifowaniu zapomnij. Nawet frezowanie obwiedniowe Ci nie wyjdzie. Pozostaje tylko dłutowanie. A przez dłutowanie będzie trudno uzyskać chropowatość Ra1,25.
Dlatego konstrukcja jest nietechnologiczna/nieekonomiczna - porównaj czasy maszynowe frezowania i dłutowania i uzyskiwane chropowatości.
Wymiary "szyjek" przejściowych dobiera się z szeregu znormalizowanego - doczytacć proszę w Kurmazie albo w książkach Ochęduszko jeszcze lepiej.
Podsumowując - Pan da index, wpisujemy 2,0 i na poprawkę

PS:
Teraz dopiero spojrzałem - tabelka odchyłek - wymiar Ø37H7 - wymiar graniczny, to w plusie 25 mikronów, a nie 21....
A tak w ogóle, to tabelka tolerancji powinna mieć trzy kolumny - wymiar, pole tolerancji, odchyłka, jakbym miał się już czepiać - proponuję zajrzeć do Dobrzańskiego i tego się trzymać.





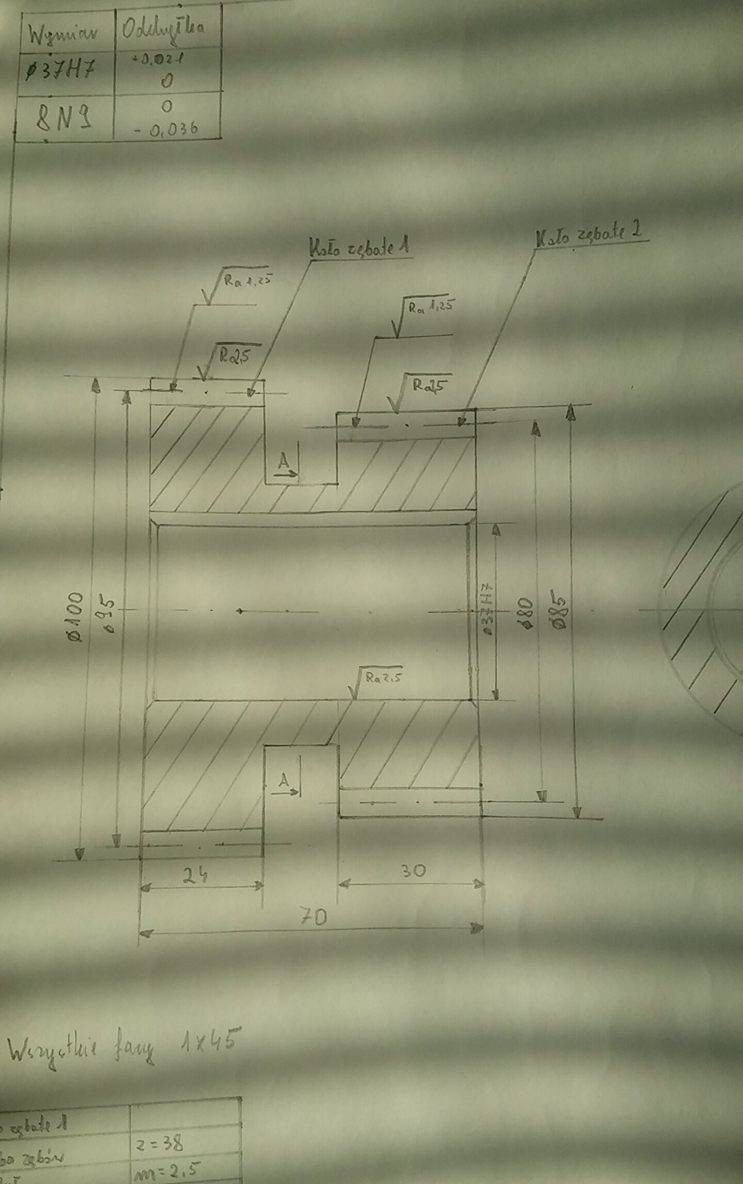 Jeżeli na zdjęciu nie widać to przerwa między uzębieniami wynosi 16. oba koła moduł 2,5. Większe d=100 i 38 zębów, a mniejsze d=85 i 32 zęby.
Jeżeli na zdjęciu nie widać to przerwa między uzębieniami wynosi 16. oba koła moduł 2,5. Większe d=100 i 38 zębów, a mniejsze d=85 i 32 zęby.

")
")






