Strona 1 z 2
Wykonanie dlugiego detalu 1500x50x12 ze stali
: 21 maja 2016, 17:42
autor: pewee
Witam
Mam do wykonanania detal o gabarytach 1500x50x12 ze stali 1.2311, przygotowka jest wycieta z arkusza blachy na woterjecie o wymiarach 1520x52x22. Detal gdyby pominac gabaryty jest banalnie prosty wiec sie na tym nie bede rozwodzil.
Wazne w nim jest aby nie byl powyginany po obrobce i plaszczyzny mialy miedzy soba prostopadlosc i rownoleglosc. Podgladowy rysunek w zalaczniku.
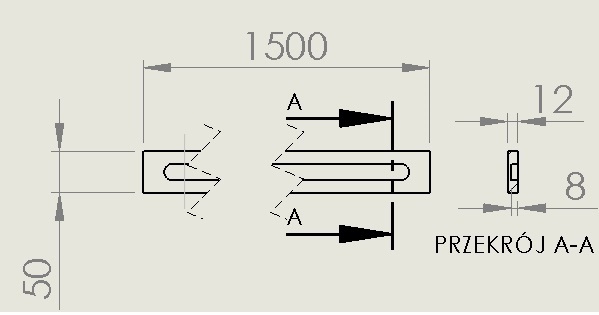
Mam do dyspozycji frezarke cnc o ruchu x1270, y500 i 3 imadla. Problem polega na tym jak to kurna zrobic i czy w ogole jest to wykonalne?;/
Jesli chodzi o technologie to nic nie poradze bo szefo sie uparl... Radzilem mu, zeby to podzielic na 2 lub 3 czesci i pokolkowac wszystko, a material zamowic jakis porzadny plaskownik z gotowymi gabarytami i co najwyzej lekko liznac kazda powierzchnie, ale co ja moge...
: 21 maja 2016, 19:13
autor: WZÓR
W imadłach przefrezuj półfabrykat na wymiar w/g rys.
Do frezowania wybrania , tzw. ,,fasolki'' element zamocuj bezpośrednio na stole frezarki mocując go łapkami (patrz; rysunek czerwone punkty).
Zwróć uwagę , aby oś ,,fasolki'' znajdowała się w osi rowka teowego na stole.
W przeciwnym razie przefrezujesz stół i będę miał przechlapane.
 https://zapodaj.net/567712df55448.jpg.html
https://zapodaj.net/567712df55448.jpg.html
Mariusz.
: 21 maja 2016, 19:26
autor: pewee
WZÓR pisze:W imadłach przefrezuj półfabrykat na wymiar w/g rys.
wlasnie w tym jest problem... detal ma 1500mm dlugosci, a ja w osi x 1270-.-
wszystko sie strasznie wichruje po jakichs wstepnych obrobkach bo material ma 10mm naddatku na grubosci.
WZÓR pisze:
Do frezowania wybrania , tzw. ,,fasolki'' element zamocuj bezpośrednio na stole frezarki mocując go łapkami (patrz; rysunek czerwone punkty).
Zwróć uwagę , aby oś ,,fasolki'' znajdowała się w osi rowka teowego na stole.
W przeciwnym razie przefrezujesz stół i będę miał przechlapane.
https://zapodaj.net/567712df55448.jpg.html
Ogolnie to thx za info, ale zobacz jeszcze raz na ten rys podgladowy... bo fasola nie jest na wylot;p zamiescilem to na tym rysunku bo jak znam zycie wybieranie tej kieszeni rowniez znaczaco wplynie na odksztalcenie sie tego materialu;/
ps. dzieki za szybka odp i podejrzewam, ze chwile se pogadamy dzisiaj;p
: 21 maja 2016, 20:19
autor: szuler666
No nie wiem czy 2 mm naddatku na szerokości przy tej długości starczy. Tak jak napisał Wzór przeskoruj w imadłach ale ja jeszcze bym przefrezował wstępnie ten kanałek i dopiero później całości na gotowo , choć jak znam zycie to Ci wygnie w banana
Stan obróbki
: 21 maja 2016, 20:52
autor: melonmelon
Robisz to w materiale ulepszonym cieplnie?
Do jakiej twardości?
pozdro
: 21 maja 2016, 21:01
autor: pewee
Panowie probowalem juz paru metod mi znanych, ale nic mi nie wychodzi...;s/ takie pytanie mam z innej beczki..
Probowal ktos takie detale obrabiac w calosci, w sensie z 4 stron na dlugosci 1200, detal majacy 1500 , ale TYLKO JEDNA czesc (chodzi mi o to ze detal zostal "na gotowo" obrobiony z 4 stron na dlugosci 1200, a potem sondowanie kazdej powierzchni?)
: 21 maja 2016, 21:36
autor: WZÓR
pewee pisze:Panowie probowalem juz paru metod mi znanych, ale nic mi nie wychodzi...;s/ takie pytanie mam z innej beczki..
Probowal ktos takie detale obrabiac w calosci, w sensie z 4 stron na dlugosci 1200, detal majacy 1500 , ale TYLKO JEDNA czesc (chodzi mi o to ze detal zostal "na gotowo" obrobiony z 4 stron na dlugosci 1200, a potem sondowanie kazdej powierzchni?)
Nie wiem jakie są wymogi.
Ja w każdym bądź razie wypaliłbym na laserze formatkę na gotowo , wyfrezował wybranie i po problemie.
Mariusz.
: 22 maja 2016, 00:30
autor: szuler666
Jeśli nie ma jakiś dużych wymogów tolerancji kształtu to można obrobić na gotowo te 1200 a później przesunąć i dojechać reszte ale to i tak będzie banan , ostatnio obrabiałem podobny detal z identycznym problemem obrabiarka w x 2000 a detal 3000 mm materiał odkuwka ulepszona do 40hrc wąska tolerancja kształtu jak i wymiaru żeby zrobić na gotowo każdy bok trzykrotnie musiałem przeskórowac by za 4 przestawieniem zrobić na gotowo to i tak miałem max 0,1mm łuku na 3 metrach
: 22 maja 2016, 08:09
autor: nutrash
Jeździ stół czy wrzeciono? Musisz równo podzielić naddatki, nie ma jakiejś złotej metody że najpierw to potem to. Ta obróbka wymaga czasu i wielu powtórzeń tych samych czynności. Ja bym zaczął od tego by wybrać kieszeń która ma duzy wpływ na odkształcenie się detalu. To oczywiście z naddatkiem załóżmy po 1-2mm na każdą stronę. Potem zajalbym się się grubością, czyli tam gdzie masz ten największy zapas materiału. później juz wszystko bym powtarzał zmniejszając warstwy skrawania co około 0,5-1mm, z tym że ostatnia ostatnia min 0,2mm. W miarę równo powinno się to wszystko porozkładać i przedostatnie powtórzenie powinno dać jakieś nadzieje że ostatnie wyjdzie ok. Oczywiście zakładam ze imadła masz dobrze ustawione, ze Ci nie koszą oraz że tylko ściskają detal a nie tworzą jego podparcia w Z. Stawialbym go na szlifowanych kościach między imadłami. Bardzo ważne jest też podparcie części nie obranianej by nie wyginal Ci się się detal poprzez to że jego kawalek wisi w powietrzu. To już Ty musisz poimprowizowac bo nie wie jakie tam masz warunki. Wyjściem z sytuacji może być także zrobienie "listwy" dłuższej niż detal, na której on będzie leżał. Może to bez porównania bo były to inne materiały ale robiłem wlasnie w ten sposób sztuki 7300mm na stole 3600mm. Maszyna miała wycięte boki by się to dało w ogóle tam włożyć. Na tej listwie zrobione byly równomiernie po całej długości gwinty w które przychodziły łapki dociskające. Jednak w Twoim przypadku różnica długości detalu względem stołu chyba nie jest aż tak rażąca by był sens się w to bawic. Pisze jednak bo gdyby moze akurat mial coś podobnego w pobliżu mogłoby się w razie czego przydać, ale generalnie namawiam do wytestowania metody z pierwszej części wypowiedzi
Re: Stan obróbki
: 22 maja 2016, 10:25
autor: pewee
melonmelon pisze:Robisz to w materiale ulepszonym cieplnie?
Do jakiej twardości?
pozdro
stal przychodzi do nas ulepszona wstepnie do 30HRC
Jeśli nie ma jakiś dużych wymogów tolerancji kształtu to można obrobić na gotowo te 1200 a później przesunąć i dojechać reszte ale to i tak będzie banan , ostatnio obrabiałem podobny detal z identycznym problemem obrabiarka w x 2000 a detal 3000 mm materiał odkuwka ulepszona do 40hrc wąska tolerancja kształtu jak i wymiaru żeby zrobić na gotowo każdy bok trzykrotnie musiałem przeskórowac by za 4 przestawieniem zrobić na gotowo to i tak miałem max 0,1mm łuku na 3 metrach
jakby mi tak wyszlo to bylbym wniebowziety;p
WZOR pisze:
Nie wiem jakie są wymogi.
Ja w każdym bądź razie wypaliłbym na laserze formatkę na gotowo , wyfrezował wybranie i po problemie.
niestety jak zwykle wszystko musi wygladac ladnie pieknie...
nutrash pisze:
Jeździ stół czy wrzeciono?
stol
naturash pisze:
Musisz równo podzielić naddatki, nie ma jakiejś złotej metody że najpierw to potem to. Ta obróbka wymaga czasu i wielu powtórzeń tych samych czynności. Ja bym zaczął od tego by wybrać kieszeń która ma duzy wpływ na odkształcenie się detalu. To oczywiście z naddatkiem załóżmy po 1-2mm na każdą stronę. Potem zajalbym się się grubością, czyli tam gdzie masz ten największy zapas materiału. później juz wszystko bym powtarzał zmniejszając warstwy skrawania co około 0,5-1mm, z tym że ostatnia ostatnia min 0,2mm. W miarę równo powinno się to wszystko porozkładać i przedostatnie powtórzenie powinno dać jakieś nadzieje że ostatnie wyjdzie ok.
dzieki za bogata wypowiedz i postaram sie tak mniej wiecej to zrobic jutro... mam nadzieje, ze wyjdzie;s
Dzieki wszystkim za odpowiedzi i jutro na pewno dam znac co stworzylem-.-
{kind=link}