Strona 1 z 2
Od czego zależy dobór wielkości promienia płytki
: 20 kwie 2016, 17:16
autor: spoleto
Witam wszystkich serdecznie. Proszę o wyrozumiałość.
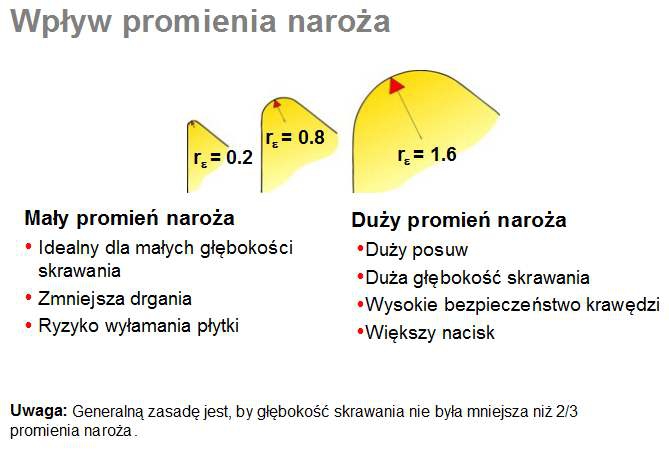
Panowie, jak dobieracie wielkość promienia płytki odnośnie obrabianego detalu. Interesuje mnie obróbka wykańczająca, skąd wiecie że do danego detalu będzie lepsza płytka z promieniem 0,4 niż 0.8?. Wpływ na dobór ma np:
- rodzaj materiału z jakiego ma być dany detal?
- chropowatość detalu wg. rysunku
- kształt/forma obrabianego detalu?
Czy dobieracie płytki z swojego doświadczenia?. Jednak na co uwagę ma zwrócić osoba, która dopiero zdobywa doświadczenie w toczeniu?
Pozdrawiam.
: 20 kwie 2016, 17:48
autor: ZiG
Zasada ogólna jest taka, że im większy promień tym można dać proporcjonalnie większy posuw by uzyskać podobną chropowatość powierzchni. Tyle, że im większy promień tym większe siły skrawania odpychające nóż od toczonej powierzchni. Więc im większy promień tym potrzebna sztywniejsza maszyna i większa moc silnika. To takie bardzo podstawowe informacje.
: 20 kwie 2016, 22:21
autor: spoleto
ZiG, dziękuje za odpowiedź
: 20 kwie 2016, 22:44
autor: rafalxfiles
I im większy promień i posuw to teoretycznie większa trwałość ostrzą.. ale też większe problemy z wiórami.. pracą na wysięgu.. no i kwestia jakie promienie są dopuszczalne na danym detalu..
: 21 kwie 2016, 16:06
autor: jasiu...
To nie do końca tak.
Im większy promień, tym warstwa skrawana musi być grubsza, żeby powstał wiór, a nie było ścierania materiału. Dlatego każda płytka zawiera zakres ap (grubości warstwy skrawanej), w jakiej powinna pracować.
I tak np. według
http://www.kometgroup.pl/upload/File/Ka ... kladne.pdf (na stronie 4) dla R=0.8 wartości ap są wyraźnie większe, niż dla wartości mniejszych (R=0.4, czy R=0.2). Jeśli ktoś narysuje sobie miejsce styku płytki i materiału, to zaobserwuje, że im większy promień, tym łatwiej płytce będzie się "wśliznąć" na materiał, zamiast go ściąć.
Czyli tam, gdzie możemy sobie pozwolić na większą warstwę skrawania (obróbka zgrubna, ewentualnie silna, sztywna maszyna), tam dajemy większy promień naroża. Tam, gdzie skrawać chcemy mało (żeby się np. nie zagrzało, czy nie odepchnęło), tam promień narzędzia wybieramy mniejszy.
: 23 kwie 2016, 15:06
autor: dzikidarek
Tak jak pisze jasiu... mniejsze promienie należy stosować, gdy jest mała głębokość skrawania. Dodatkowo mniejszy promień będzie generował mniejsze drgania.
: 24 kwie 2016, 10:04
autor: kyjo
Dodam tylko tyle że jeśli chodzi o obróbkę wykańczającą to przy zastosowaniu wiekszego promienia płytki a małej głębokości "ap" powierzchnia kontaktu jest wieksza = wieksze tarcie=wieksza temperatura=deformacja powierzchni= kiepska chropowatość/jakość/ wygląd powierzchni
: 24 kwie 2016, 11:06
autor: RomanJ4
: 24 kwie 2016, 11:27
autor: clipper7
Wejdź na:
http://www.pafana.pl/porady_techniczne.php
na dole strony masz porady dot. doboru płytek do toczenia.
Jak nie chcesz/nie masz czasu, to w załączeniu masz kopię.
Jak zobaczysz, nie wszystkie obiegowe opinie na ten temat są prawdziwe.

: 25 kwie 2016, 22:31
autor: Posi
Do obróbki zgrubnej płytki z promieniem R 0,8 im większy promien tym płytka jest bardziej wytrzymała. Do obróbki wykańczajacej jak wymiar jest mało dokładny to tez można promień 0,8 stosować a jak wymiar jest dokładny to 0,4. Przy toczeniu aluminium płytka jaka badź, a jak jakiś dokładny wymiar np.+/-0,01 to płytka z promieniem 0,1. Do tworzywa równiez stosować płytki z małym promieniem a najlepiej stalka z HSS i szlifowac na ostro.