Obróbka aluminium
: 15 mar 2016, 22:00
Witam czego może być przyczyna ze mi wychodzą takie krawędzie parametry to: frez jednopiorowy 4mm, zagłębienie na 2mm, obroty ok 20000 predkosc 350mm/min
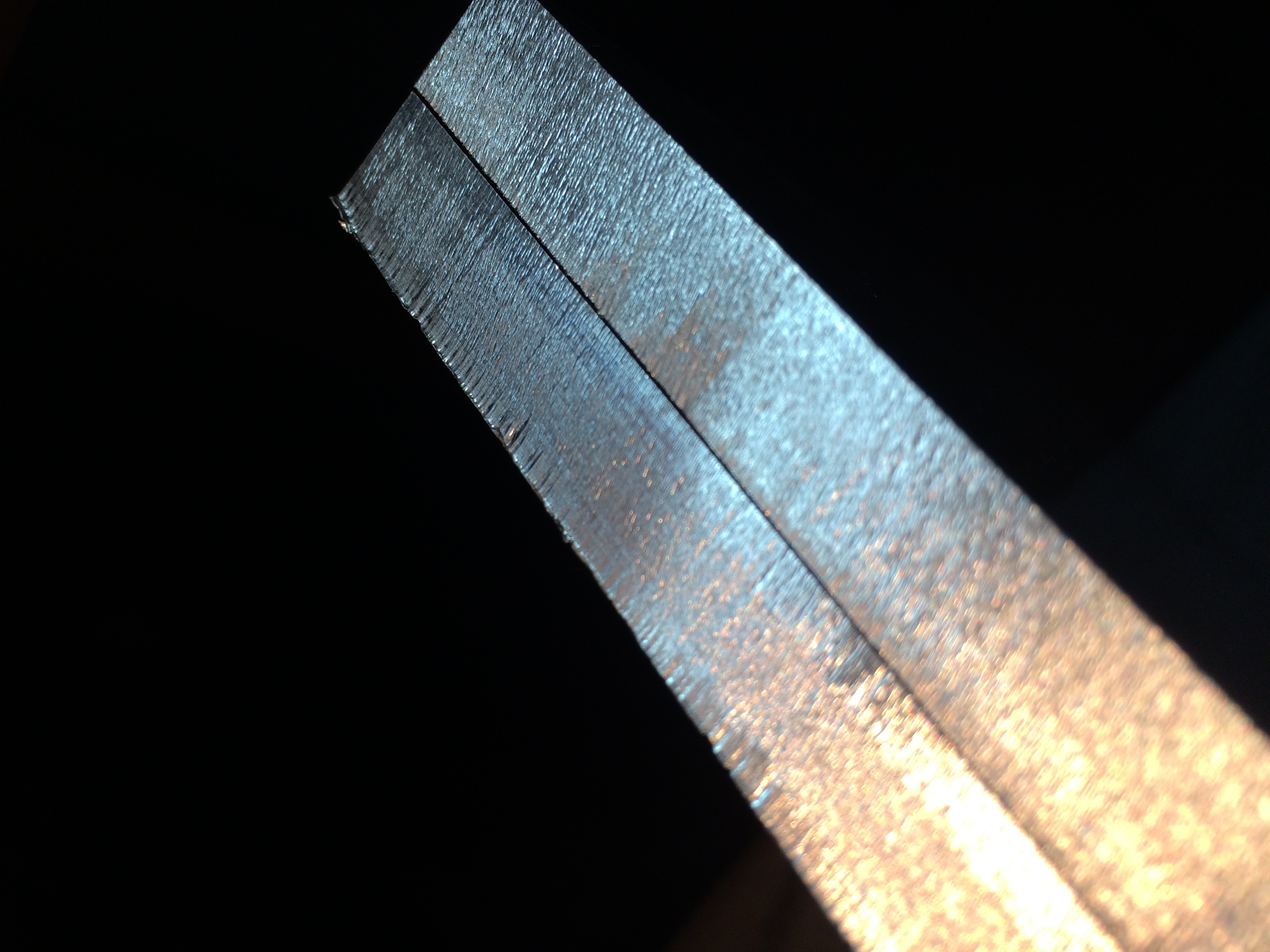
Blachy to 10mm, najgorzej to te ostatnie przejście. Maszyna to chinczyk dosc solidny, wrzeciono to mokry chinczyk 1,5kW , dawno nie obrabiałem alu ale z tego co kojarze to nie miałem takiego czegoś wcześniej
Blachy to 10mm, najgorzej to te ostatnie przejście. Maszyna to chinczyk dosc solidny, wrzeciono to mokry chinczyk 1,5kW , dawno nie obrabiałem alu ale z tego co kojarze to nie miałem takiego czegoś wcześniej