WITAM FORUMOWICZOW
MAM DO WYKONANIA TAKIE DETALE jakim gwintownikiem taki gwint wykonac na 51 mm stal nierdzewna 304
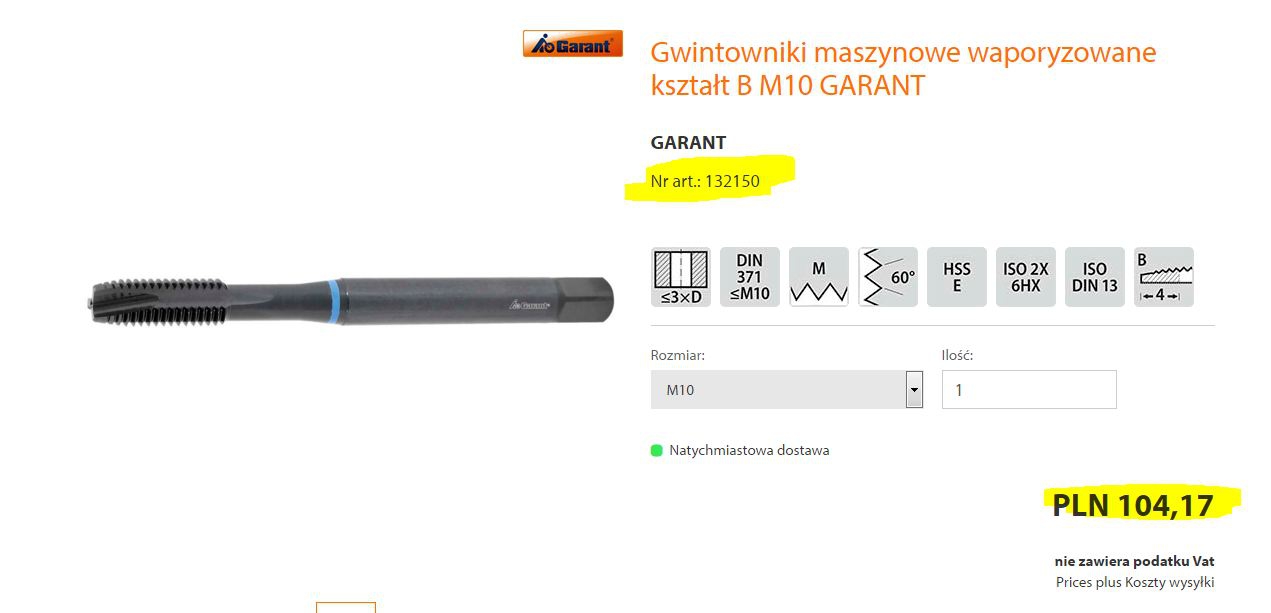
GWINT M10 W STALI NIERDZEWNEJ PROSZE O PORADE
-
jasiekxtr1987
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 38
- Rejestracja: 09 sty 2014, 19:39
- Lokalizacja: dębica
GWINT M10 W STALI NIERDZEWNEJ PROSZE O PORADE
- Załączniki
-
- 974301012-00.pdf
- (472.74 KiB) Pobrany 196 razy
-
- 974301012-00.pdf
- (472.74 KiB) Pobrany 205 razy
Tagi:



")
-
jasiekxtr1987
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 2
- Posty: 38
- Rejestracja: 09 sty 2014, 19:39
- Lokalizacja: dębica

")