



Witam
Potrzebuję zoptymalizować obróbkę alu frezem płaskim jak w tytule:
http://www.ebay.co.uk/itm/1mm-SOLID-CAR ... SweW5VP1Cu
Nie wiem jaki dać posuw i jakie zagłębienie na przejazd, na raz.
Prędkość wrzeciona 18000
Nie wiem ile dawać grubości skrawania na jedno pióro, korzystam z obliczania w Mach3 ale nie wiem jak bardzo mogę obciążyć jedno pióro.
Dodatkowo jak by koledzy podali jakieś linki albo nazwy książek to bym się podszkolił.
NA chwilę obecną prosiłbym o konkretną odpowiedź co do tego frezu, zależy mi na czasie.
Dzięki
Aluminium, endmill 1mm TiAlN
-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy


-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy
-
burzaxxx
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
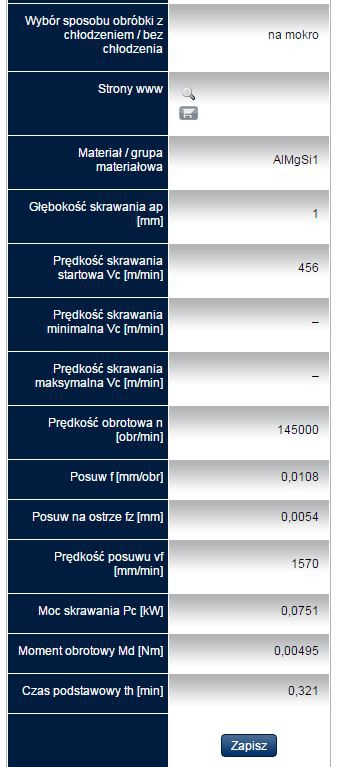
z tego
http://www.toolscout.de/ToolScout/
dane wpisuje do cama i uwzględniając max obroty wrzeciona, CAM liczy mi posuwy
145000 musi się fajnie kręcić
np dla freza fi2 wychodzi jak poniżej
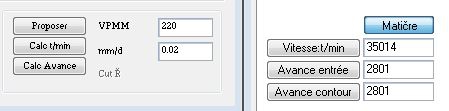
ale max obroty mam 8000 więc
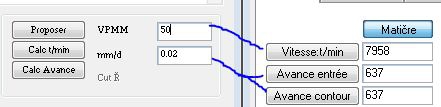
http://www.toolscout.de/ToolScout/
dane wpisuje do cama i uwzględniając max obroty wrzeciona, CAM liczy mi posuwy
145000 musi się fajnie kręcić
np dla freza fi2 wychodzi jak poniżej
ale max obroty mam 8000 więc
Mazak/Mazatrol-Haas-NUM-GibbsCAM
-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy





