Jak masz już gotowy przyrząd, to nie ma sensu robić inny kiedy ten można prosto usprawnić do naszych potrzeb.
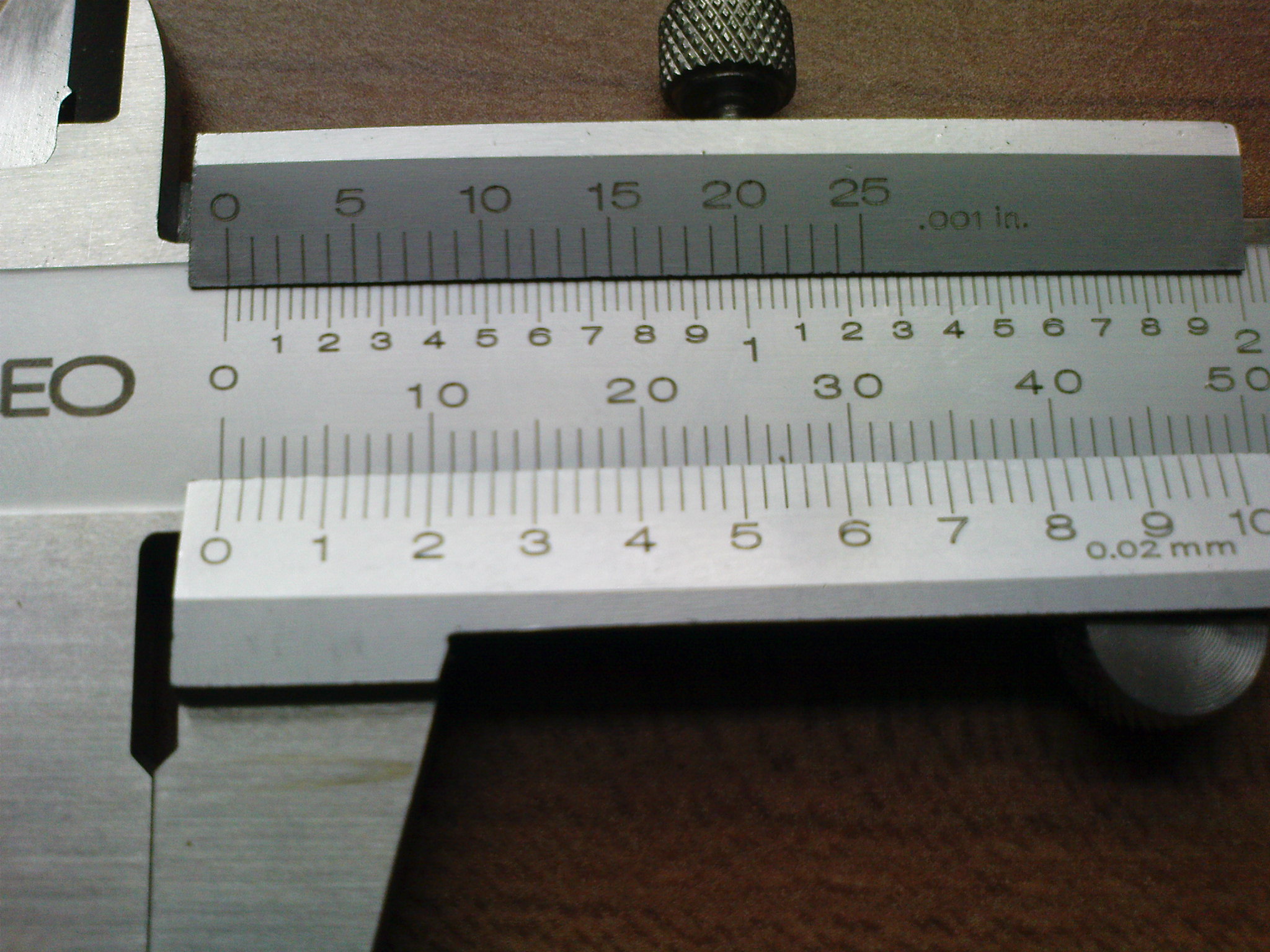
Na część suwaną (z nożem) naklej/przykręć skalę z linijki metalowe/taśmy metalowej zwijanej, itp, a na część stałą(obrotową) zrobiony nawet na brystolu noniusz z odpowiednią ilością działek
http://www.samochodowka.koszalin.pl/war ... miarki.htm
(na długości/ilość działek) :
- 9/10 (działka podst. i=0,1)


- 19/20 (i-0,05mm)

- 39/20 (i=0,05mm)

- 39/50 (i=0,02mm)
-99/50 (i=0,02mm)

W tym celu można też wykorzystać gotowy noniusz i podziałkę główną od starej suwmiarki mechanicznej lub elektronicznej kupionej za grosze nawet na ALL..

.
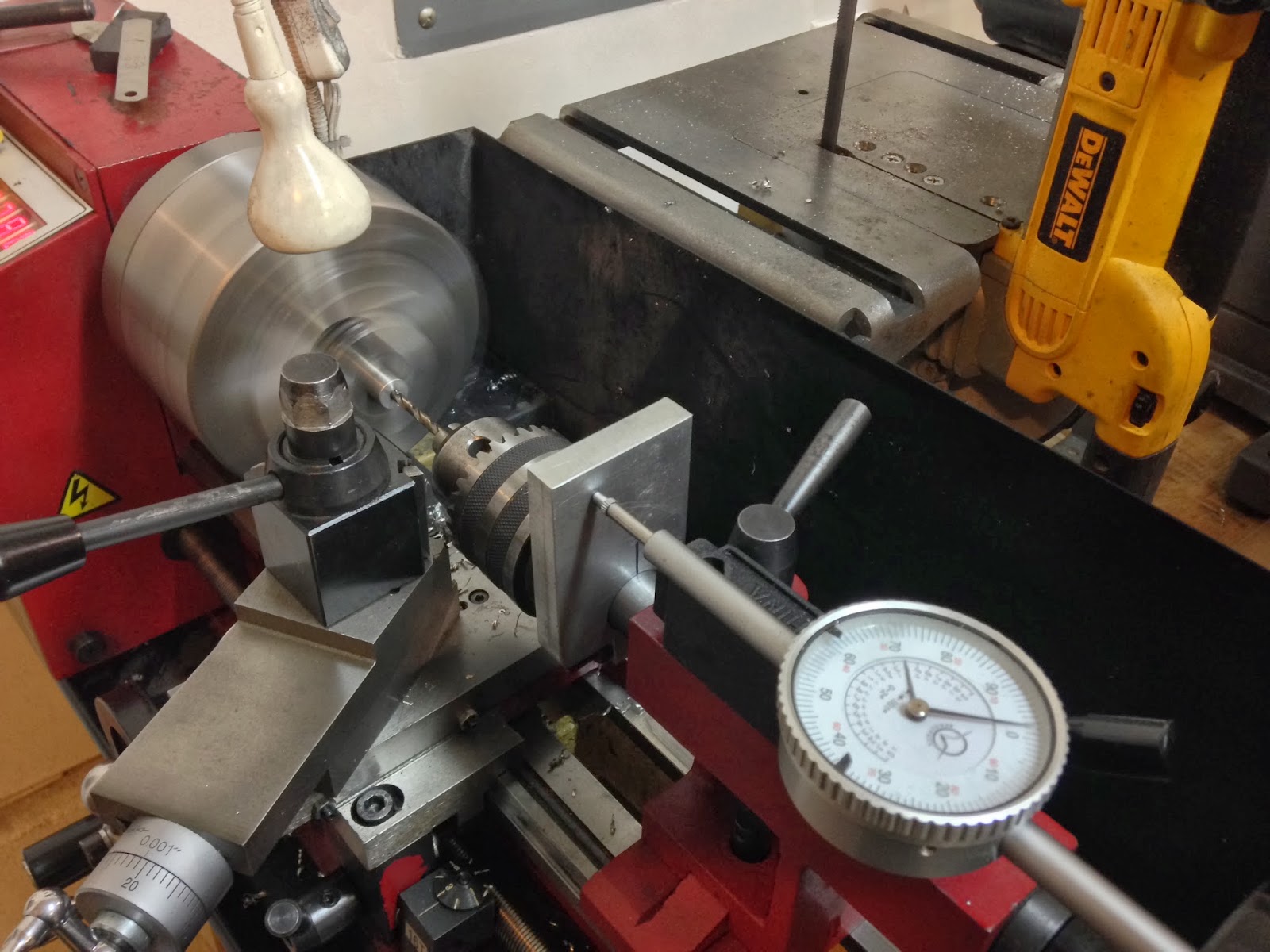
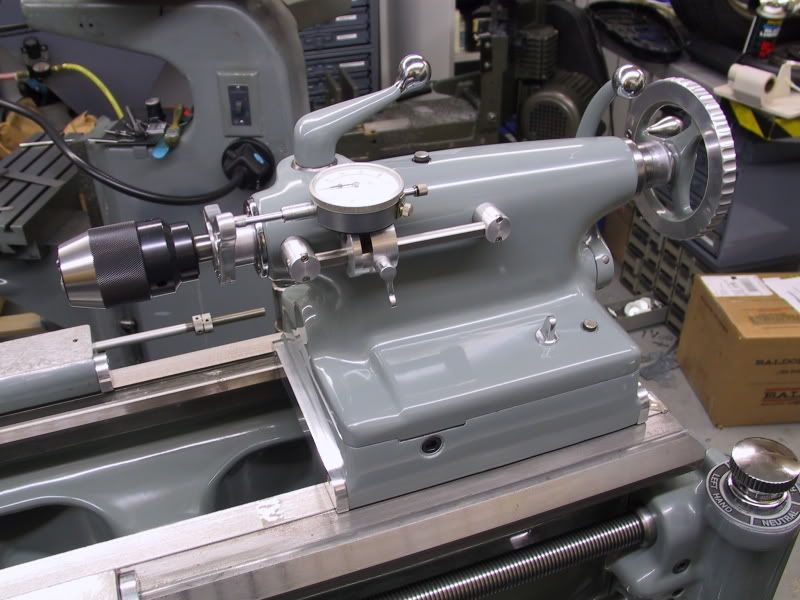
Można też wykorzystać do tego czujnik zegarowy z odpowiednim zakresem pomiarowym podobnie jak poniżej





")


")

")









