Strona 1 z 1
Wykonanie gwintu M10x10
: 02 gru 2015, 07:19
autor: pdasiek
Witam,
Dostaliśmy od klienta zapytanie czy jesteśmy w stanie wykonać gwint M10x10
szczegóły:
1) gwint M10x10 - wykonanie specjalne do współpracy z nakrętkami z tworzyw sztucznych
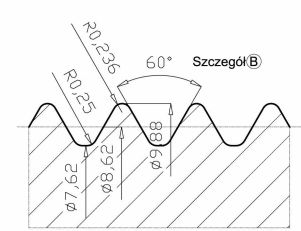
2) skok gwintu 10 mm , podziałka 2 mm, gwint 5-zwojny prawy,
3) tolerancje: średnica podziałowa 8,62 +/- 0,08, średnica zewnętrzna i rdzenia +/- 0,12
4) zachować na gwincie promień zaokrągleń R=0.25
5) gwint wykonać metodą walcowania (zarys "pełny")
Czy taki gwint można wykonać tylko metodą walcowania stosując odpowiednie walce?
czy jest możliwość wykonania tego gwintu na CNC stosując odpowiednią płytkę (żeby zachować na gwincie promień zaokrągleń R0.25)
: 02 gru 2015, 12:08
autor: Orzel666
Kiedyś takie rzeczy frezowało się na poziomie.
Jakieś kąty, jakieś coś? Zarys znaczy?
Na 4-osiowej frezarce powinno iść toto ustrugać, zależy w czym, kształt gwintu i ile to zajmie.
Nie spodziewałbym się produkcji bardziej opłacalnej niż walcowanie.
Re: Wykonanie gwintu M10x10
: 02 gru 2015, 16:04
autor: mc2kwacz
pdasiek pisze:czy jest możliwość wykonania tego gwintu na CNC stosując odpowiednią płytkę (żeby zachować na gwincie promień zaokrągleń R0.25)
Zeros problemos. Pod warunkiem odpowiedniego noża (z odpowiednim pochyleniem płytki), prawdopodobnie wykonanego wyłączenie na zamówienie. Ale to drobiazg w porównaniu z ceną walców też na zamówienie

Więc wszystko sprowadza się do ilości.
: 03 gru 2015, 07:26
autor: pdasiek
długośc sztuki 450 mm, długość gwintu na jednej sztuce 400 (mm)
prognozy
100.000 sztuk rocznie - także można inwestować, cena wprawadzie niezbyt ale przy tej ilości można postarać się o dobranie odpowiedniej technologii i można to wyprowadzić.
Moglibyście podrzucić jakieś materiały jak taki gwint wygląda, może jakaś norma?
żeby zachować ten promień rozumiem że musiałbym dobrać taką płytkę, która przy końcowym przejściu gwintowania górną częścią będzie tworzyć ten promień tak?
: 03 gru 2015, 09:02
autor: Orzel666

Takie cos to bedzie, przy tym skoku i srednicy moze byc jeszcze bardziej strome.
Zakladam ze zarys trapezowy.
Toczyc bym sie przy tej dlugosci i srednicy nie podejmowal.
Frezowanie prédzej i to tez niechetnie.
Najlepiej na poziomie jak to drzewiej ojcowie uczyli z podzielnicy spietej gitara ze stolem.
Jedna sztuka bedzie sie robic wieki. Numeryka szkoda wiazac na tyle czasu.
Sprobujesz pogonic i ciac wiecej materialu to sily skrawania odepchna ten precik i po robocie.

O tak mniej wiecej pogladowo z grubsza.
Jezeli ktos juz to robi na walcach to sie nawet nie pchaj, strata czasu i nerwow.
Z twoich wypowiedzi wynika ze srednio wiesz jak to wyglada i jak sie za to zabrac, to dodatkowy argument przeciw.
: 03 gru 2015, 10:03
autor: pdasiek
Średnio wiem ale sobie wyobrażam. Co do zarysu gwintu
Przypomina że produkcja obejmowała by 100 tysięcy sztuk rocznie,
Dlatego tutaj wchodzi w gre obłożenie na II zmiany automatu tokarskiego (które takowe posiadamy i możemy je obłożyć)
Kwestia taka że jest to cienki pręt, długość gwintu stosunkowo duża, stąd też wydaje mi się że wchodzi w gre tylko walcowanie gwintu.
Pomińmy kwestie "opłacalności" wykonania na tym etapie.
Czy ktoś się orientuje ile by kosztowało wykonanie takich walcy na zamówienie?
: 03 gru 2015, 13:09
autor: mc2kwacz
400 sztuk dziennie, to jest na jedno stanowisko 50 sztuk na godzinę netto
Nie masz innej opcji niż walcowanie. Tym bardziej że gwintowanie długiego pręta to nie jest zadanie dla tokarki.
: 03 gru 2015, 22:02
autor: zdzicho
mc2kwacz pisze: Nie masz innej opcji niż walcowanie. Tym bardziej że gwintowanie długiego pręta to nie jest zadanie dla tokarki.
Wiesz coś o walcowaniu ,czy tylko tak sobie gdybasz.?
Jaki rodzaj walcowania poprzeczne ,czy styczne ? czym? jak chcesz uzyskać określoną długość?
Jak będziesz znał odpowiedzi na te pytania to możesz doradzać.
pdasiek pisze:
Czy ktoś się orientuje ile by kosztowało wykonanie takich walcy na zamówienie?
Cena ma znaczenie trzeciorzędne. Masz koncepcje czym ,na czym i jak?