



Odcinanie rur przecinak 3mm
-
piojaw
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 20 lis 2015, 20:00
- Lokalizacja: Sztutowo
Odcinanie rur przecinak 3mm
Witam dziś zaczęliśmy nowe zlecenie i od razu pojawił się problem przy operacji odcinania. Materiał to 316L rura 38/28mm szerokość plytki 3mm parametry 600obr/min i posuw 0.05mm/obrót. Problem polega na tym ze gdy nóż zbliża się do końcowego momentu obróbki zrywa sztukę z taką siłą że miażdży sztukę rozwala nóż oraz obija znacząco głowicę. Wcześniej odcinanie sztuk z pełnego walka szlo normalnie. Czy jest jakaś różnica w sposobie obróbki? Może znajdzie się ktoś kto miał podobny problem i udało mu się go rozwiązać? Z góry przepraszam jeśli powieliłem temat jedyne co znalazłem to o odcinaniu aluminium[/i]
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Jak dla mnie z lekka posuw za duży ... , ja dałbym w granicach 0.02 - 0.03 mm/ obr.
W podobnych przypadkach ja nie odcinam detalu do końca ... , nie zawsze leci on gdzie trzeba , czasami poobija się na kręcącym się uchwycie i bubel gotowy.
Podcinam wtedy detal do momentu abym mógł go swobodnie ręką wyłamać.
Mariusz.
W podobnych przypadkach ja nie odcinam detalu do końca ... , nie zawsze leci on gdzie trzeba , czasami poobija się na kręcącym się uchwycie i bubel gotowy.
Podcinam wtedy detal do momentu abym mógł go swobodnie ręką wyłamać.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
piojaw
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 20 lis 2015, 20:00
- Lokalizacja: Sztutowo
Teoretycznie jest to rozwiązanie ale z założenia dyrekcji wynika że powinno to iść z automatu a operator tylko zatrzymuje maszynę na wymianę ostrzy...  bo generalnie gdy robiłem tego typu operacje we wcześniejszych firmach to też tak to wyglądało że sami odłamywaliśmy detal. Narazie stanęło na tym żeby ciąć sztuki na pile i robić pojedyncze sztuki... Bez sensu trochę bo program idzie ok 2 minut i co chwilę trzeba będzie zakładać i ściągać te sztuki. Dobra wstępnie spróbuję im to wytłumaczyć że szybciej nie znaczy lepiej:)
bo generalnie gdy robiłem tego typu operacje we wcześniejszych firmach to też tak to wyglądało że sami odłamywaliśmy detal. Narazie stanęło na tym żeby ciąć sztuki na pile i robić pojedyncze sztuki... Bez sensu trochę bo program idzie ok 2 minut i co chwilę trzeba będzie zakładać i ściągać te sztuki. Dobra wstępnie spróbuję im to wytłumaczyć że szybciej nie znaczy lepiej:)
Maszyna to doosan lynx220 właściwie masz racje ze może to mieć związek z osią narzędzia wcześniej spłonęło wiertlo składane wiec mogła się przestawić. Dobra zobaczymy w poniedziałek:)
Maszyna to doosan lynx220 właściwie masz racje ze może to mieć związek z osią narzędzia wcześniej spłonęło wiertlo składane wiec mogła się przestawić. Dobra zobaczymy w poniedziałek:)
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Generalnie Dyrekcja nie ma bladego pojęcia o robocie.piojaw pisze:Teoretycznie jest to rozwiązanie ale z założenia dyrekcji wynika że powinno to iść z automatu a operator tylko zatrzymuje maszynę na wymianę ostrzy...
Te myślenie ma sens jak maszyna jest wyposażona w chwytak części ( posiadam taki na swojej SL-20 Haas i korzystam z niego przy większych seriach).
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
maxadi
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 193
- Rejestracja: 19 lis 2012, 16:49
- Lokalizacja: racibórz
Ja urzyłbym płytki ze skosem np https://www.toolingcenter.com/PL/catego ... _container sam urzywam tyle ze innego dostawcy do odcinania rurek tyle że ze stali więc poszukałbym takich do nierdzewki
-
piojaw
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 20 lis 2015, 20:00
- Lokalizacja: Sztutowo
Jest też chwytak więc teoretycznie powinno iść to płynnie ale jak widać teoria i praktyka sa od siebie bardzo daleko:)
Odbiegając trochę od tematu mam pytanie odnośnie materiałów jaka jest różnica między obróbką w ten sam sposób rury i pełnego walka? Czy obrabiajac te dwa rodzaje powinienem inaczej je traktować? Może i niektórym wydaje się że to głupie pytanie ale nie bylem uczony w kierunku obróbki skrawaniem a jedynie obsługi maszyny. Tyle ile wiem i rozumiem wynika z metody prób i błędów oraz podpowiedzi "ustawiacza"....
Odbiegając trochę od tematu mam pytanie odnośnie materiałów jaka jest różnica między obróbką w ten sam sposób rury i pełnego walka? Czy obrabiajac te dwa rodzaje powinienem inaczej je traktować? Może i niektórym wydaje się że to głupie pytanie ale nie bylem uczony w kierunku obróbki skrawaniem a jedynie obsługi maszyny. Tyle ile wiem i rozumiem wynika z metody prób i błędów oraz podpowiedzi "ustawiacza"....
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Kolega maxadi dobrze radzi, powinno pomóc..maxadi pisze:Ja urzyłbym płytki ze skosem


Poza tym zawsze przy docinaniu, niezależnie czy rury czy pełnego wałka, liniowo zmniejsza się prędkość posuwu właśnie po to by nie występowało zjawisko opisane przez kolegę z urywaniem coraz cieńszej ścianki w rurach czy czopu w wałkach..
Bo wraz ze zmniejszającą się przecinaną średnicą materiału zmniejsza się również prędkość nabiegania wióra na powierzchnię natarcia noża, a co za tym idzie wzrost odporu skrawania Fp (odcięty materiał piętrzy się na ostrzu) przy niewielkim kącie przystawienia Kr (gł. kraw. skraw.), i jeśli siła posuwu Ff (+odporu Fp) przekroczy wytrzymałość pozostałego do odcięcia przekroju - urywa go.
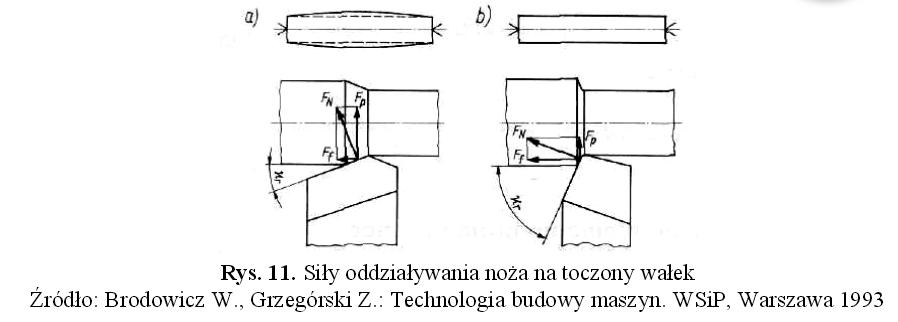
(tu dla toczenia wzdłużnego, dla przecinania siły analogiczne)
Do tego dodać trzeba jeszcze sprężystość materiału..
Ostatnio zmieniony 21 lis 2015, 14:33 przez RomanJ4, łącznie zmieniany 4 razy.
pozdrawiam,
Roman
Roman
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Kolega dobrze radzi:piojaw pisze:Jest też chwytak więc teoretycznie powinno iść to płynnie ale jak widać teoria i praktyka sa od siebie bardzo daleko:)
Odbiegając trochę od tematu mam pytanie odnośnie materiałów jaka jest różnica między obróbką w ten sam sposób rury i pełnego walka? Czy obrabiajac te dwa rodzaje powinienem inaczej je traktować? Może i niektórym wydaje się że to głupie pytanie ale nie bylem uczony w kierunku obróbki skrawaniem a jedynie obsługi maszyny. Tyle ile wiem i rozumiem wynika z metody prób i błędów oraz podpowiedzi "ustawiacza"....
... , jak wcześniej napisałem zwróć uwagę na posuw , gdyż masz o wiele za duży i nawet profil płytki nic nie pomoże.Ja urzyłbym płytki ze skosem
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki




