Wykonanie wałka St5
: 28 paź 2015, 10:48
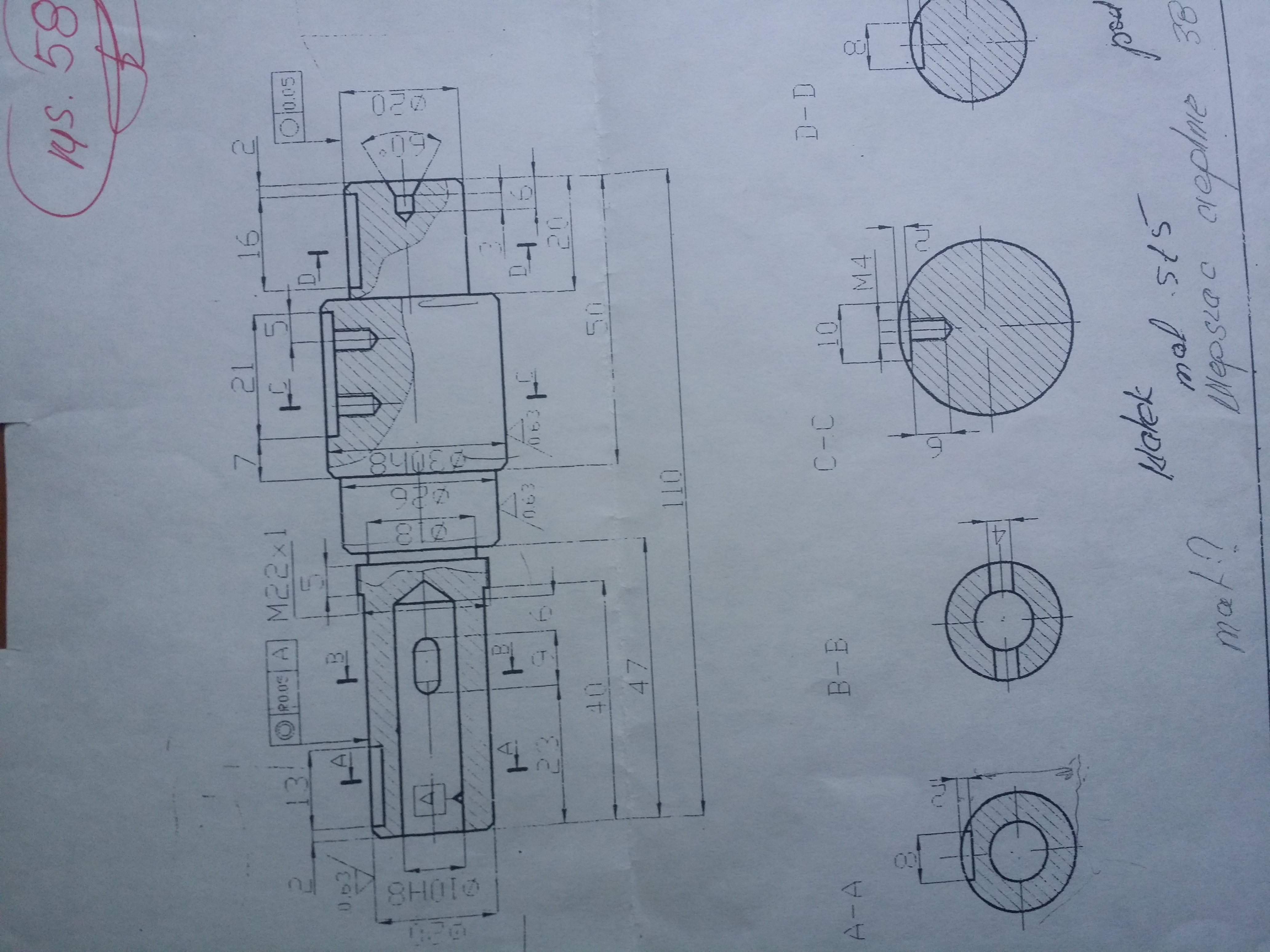
Witam. Do dziś mój udział na forum ograniczał się tylko do czytania, lecz chciałbym kolegów prosić o pomoc w wykonaniu procesu technologicznego wałka. Nie chce nic gotowego. Chciałbym tylko żeby mi ktoś powiedział co robię źle, ewentualnie naprowadził na jakiś pomysł. Jestem początkującym frezerem, więc nie dziwcie się widząc ewentualne błędy. Będę miał chwilę to rysunek wałka zrobię w autocadzie, póki co jest zdjęcie.
Zaraz napiszę mój proces technologiczny. Podzieliłem sobie wszystko na 3 części eby było mi łatwiej: toczenie, szlifowanie, frezowanie. Póki co chcę dograć toczenie.
[ Dodano: 2015-10-28, 11:19 ]
Materiał St5 finalnie ulepszany cieplnie do 38-40HRC. Produkcja jednostkowa.
010 Pobrać materiał:
1.Rozdzielnia./Magazyn.
020 Ciąć pręt f32 na 150 mm:
1.Piła taśmowa - Taśma do stali.
030 Toczyć:
1.Pobrać detal i zamocować w zacisku - Zacisk d=32mm.
2.Planować czoło i toczyć profil zewnętrzny zgrubnie - Nóż./Płytka.
3.Planować czoło i toczyć profil zewnętrzny wykańczająco zachowując wymiary według szkicu - Nóż./Płytka.
4.Toczyć przejście 2 mm - Nóż przecinak.
5.Toczyć gwint M22x1 - Nóż./Płytka.
6.Odciąć detal - Nóż przecinak.
7.Sprawdzić - suwmiarka.
040 Myć:
1.Środek myjący, sprężone powietrze.
050 Kontrola:
1.Sprawdzić średnicę i wymiary - Suwmiarka.
2.Sprawdzić wygląd zewnętrzny - Wzrokowo.
3.Zatępić krawędzie oraz usunąć chropowatości - Pilnik, skrobak.
055 Myć:
1.Środek myjący, sprężone powietrze.
060 Ulepszać ciepnie w próżni chłodząc gazem.
070 Wiercić:
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Wykonać nakiełek A3.15 - Nawiertak 3.15, oprawka, zacisk, tulejka, konik tokarski.
4.Wiercić otwór f6 na głębokość 38 - Wiertło 6.
5.Powiercić otwór do f9 - wiertło9.
6.Rozwiercanie na wymiar f10 (+0,022) - rozwiertak 10.
080 Toczyć (wymiar z rysunku 28 w uchwycie):
1.Toczyć średnicę zewnętrzną f20 (+0,3) - Nóż./Płytka.
2.Toczyć średnicę f18 - Nóż./Płytka.
3.Toczyć średnicę f26 (+0,3) - Nóż./Płytka.
4.Odmocować i sprawdzić - Klucz do zacisku, suwmiarka.
090 Toczyć (wymiar z rysunku 40 w uchwycie):
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Toczyć średnicę zewnętrzną f20 - Nóż./Płytka.
4.Toczyć średnicę zewnętrzną f30 (-0,033) - Nóż./Płytka
100 Wiercić:
1.Wykonać nakiełek A2.5 - Nawiertak 2.5, oprawka, zacisk, tulejka, konik tokarski.
2.Wiercić otwór f3 na głębokość 6 - Wiertło 3.
3.Fazować 60' na głębokość 3mm - Botek 60'.
Proszę uprzejmie o sprawdzenie procesu.
Zaraz napiszę mój proces technologiczny. Podzieliłem sobie wszystko na 3 części eby było mi łatwiej: toczenie, szlifowanie, frezowanie. Póki co chcę dograć toczenie.
[ Dodano: 2015-10-28, 11:19 ]
Materiał St5 finalnie ulepszany cieplnie do 38-40HRC. Produkcja jednostkowa.
010 Pobrać materiał:
1.Rozdzielnia./Magazyn.
020 Ciąć pręt f32 na 150 mm:
1.Piła taśmowa - Taśma do stali.
030 Toczyć:
1.Pobrać detal i zamocować w zacisku - Zacisk d=32mm.
2.Planować czoło i toczyć profil zewnętrzny zgrubnie - Nóż./Płytka.
3.Planować czoło i toczyć profil zewnętrzny wykańczająco zachowując wymiary według szkicu - Nóż./Płytka.
4.Toczyć przejście 2 mm - Nóż przecinak.
5.Toczyć gwint M22x1 - Nóż./Płytka.
6.Odciąć detal - Nóż przecinak.
7.Sprawdzić - suwmiarka.
040 Myć:
1.Środek myjący, sprężone powietrze.
050 Kontrola:
1.Sprawdzić średnicę i wymiary - Suwmiarka.
2.Sprawdzić wygląd zewnętrzny - Wzrokowo.
3.Zatępić krawędzie oraz usunąć chropowatości - Pilnik, skrobak.
055 Myć:
1.Środek myjący, sprężone powietrze.
060 Ulepszać ciepnie w próżni chłodząc gazem.
070 Wiercić:
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Wykonać nakiełek A3.15 - Nawiertak 3.15, oprawka, zacisk, tulejka, konik tokarski.
4.Wiercić otwór f6 na głębokość 38 - Wiertło 6.
5.Powiercić otwór do f9 - wiertło9.
6.Rozwiercanie na wymiar f10 (+0,022) - rozwiertak 10.
080 Toczyć (wymiar z rysunku 28 w uchwycie):
1.Toczyć średnicę zewnętrzną f20 (+0,3) - Nóż./Płytka.
2.Toczyć średnicę f18 - Nóż./Płytka.
3.Toczyć średnicę f26 (+0,3) - Nóż./Płytka.
4.Odmocować i sprawdzić - Klucz do zacisku, suwmiarka.
090 Toczyć (wymiar z rysunku 40 w uchwycie):
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Toczyć średnicę zewnętrzną f20 - Nóż./Płytka.
4.Toczyć średnicę zewnętrzną f30 (-0,033) - Nóż./Płytka
100 Wiercić:
1.Wykonać nakiełek A2.5 - Nawiertak 2.5, oprawka, zacisk, tulejka, konik tokarski.
2.Wiercić otwór f3 na głębokość 6 - Wiertło 3.
3.Fazować 60' na głębokość 3mm - Botek 60'.
Proszę uprzejmie o sprawdzenie procesu.