



Obróbka wykorbień wału korbowego
-
Adolf91
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 03 wrz 2015, 20:21
- Lokalizacja: Bydgoszcz
Obróbka wykorbień wału korbowego
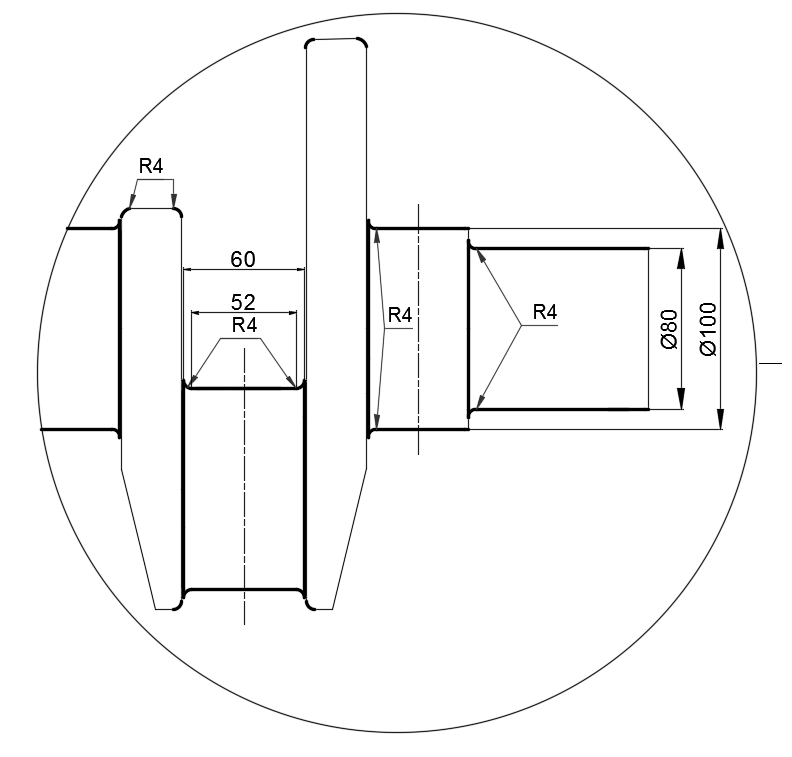
Witam serdecznie, piszę na forum ponieważ szukam pomocy w procesie technologicznym wału korbowego. Jestem na etapie doboru narzędzi oraz liczenia czasu czasu głównego obróbki, aktualnie wykorbień. Mają one szerokość 60 mm, głębokość obróbki zgrubnej 2 mm, zaokrąglenia 2 mm, brak swobodnego dojścia i wyjścia. Podpowiedzcie mi jakie będą najlepsze do tego narzędzia? Chciałbym żeby było to wykonane w jednym zamocowaniu, później kształtująca i szlifowanie na innych narzędziach. cnc odpada, musi to być wykonane na zwykłej tokarce, uchwyt powiedzmy czteroszczekowy. Książkę felda przejrzałem dokładnie jednak o obróbce wgłębnej nic tam nie ma, o wałach korbowych szczególnie. Przy zwykłym toczeniu musiałbym robić dwa podejścia do każdego wykorbienia co dość mocno komplikuje sprawę, optymalne byłoby frezotoczenie, obrotowy frez ustalonym promieniem od razu robi i powierzchnię i zaokrąglenia. Jednak może jest tu jakiś spec który ma inny pomysł? Czy tak w ogóle się da? nie jestem technologiem to dla mnie całkowicie nowy temat :/ Jak w takim przypadku liczymy czas główny obróbki? Proszę o podpowiedzi bo czas już mnie nagli 
Tagi:

-
best solutions
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 11
- Rejestracja: 20 sie 2015, 08:10
- Lokalizacja: wrocław
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Normalnie, to się frezuje na specjalizowanych tokarko-frezarkach tak, jak tu:
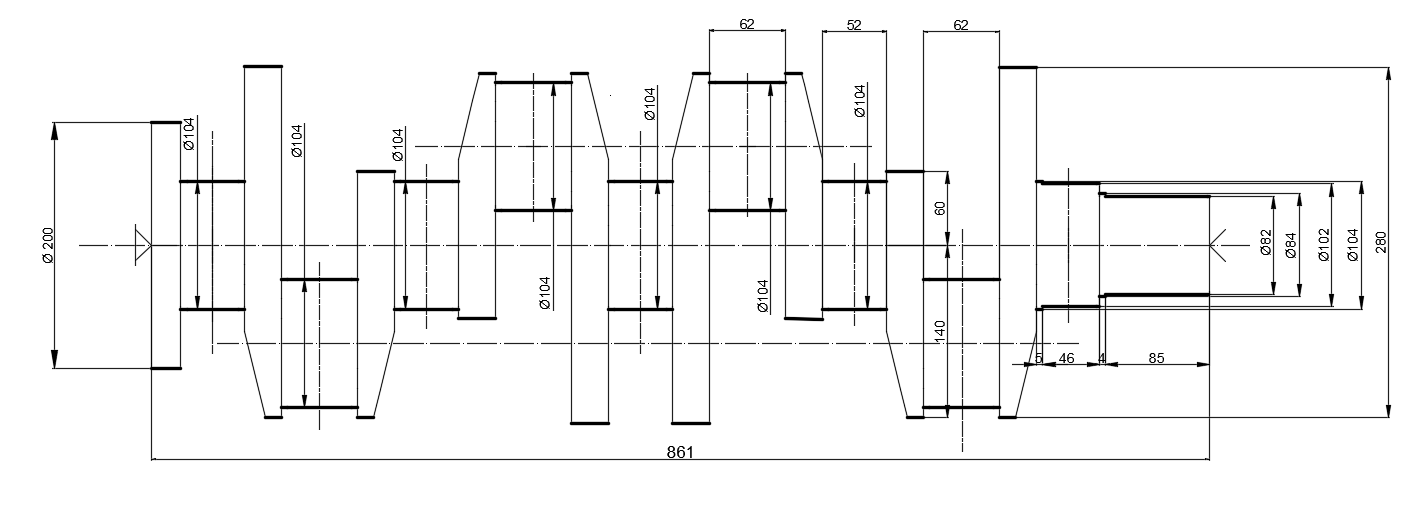
Ale można prościej. Wiercisz dokładnie pary nakiełków do osi i do wykorbień na splanowanych czołach i zmieniając zamocowanie odkuwki w nakiełkach po prostu toczysz nożami przecinakami poszczególne sekcje. Te same nakiełki są potrzebne przy późniejszym szlifowaniu. Oczywiście po prawej stronie (tam gdzie wymiar 82) nakiełki dla wykorbień się nie zmieszczą, dlatego musisz zostawić technologiczny naddatek (większą średnicę). Czym toczyć - musisz dobrać jakieś noże z grupy przecinaków. Bo w poszczególne sekcje poprostu się wcinasz i wyrównujesz powierzchnie wykorbień, czy miejsc pod ułożyskowanie (panewki)
Uzupełnij rysunek o tolerancje, bo to w tym przykładzie konieczność!
Ale można prościej. Wiercisz dokładnie pary nakiełków do osi i do wykorbień na splanowanych czołach i zmieniając zamocowanie odkuwki w nakiełkach po prostu toczysz nożami przecinakami poszczególne sekcje. Te same nakiełki są potrzebne przy późniejszym szlifowaniu. Oczywiście po prawej stronie (tam gdzie wymiar 82) nakiełki dla wykorbień się nie zmieszczą, dlatego musisz zostawić technologiczny naddatek (większą średnicę). Czym toczyć - musisz dobrać jakieś noże z grupy przecinaków. Bo w poszczególne sekcje poprostu się wcinasz i wyrównujesz powierzchnie wykorbień, czy miejsc pod ułożyskowanie (panewki)
Uzupełnij rysunek o tolerancje, bo to w tym przykładzie konieczność!
-
Adolf91
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 03 wrz 2015, 20:21
- Lokalizacja: Bydgoszcz
O widzisz, bardzo mi pomogłeś, bo właśnie brakowało mi tej nazwy ,,nóż przecinak,,. Czyli np http://www.pafana.pl/iso7.php się nada żeby każde wykorbienie obrobić "na raz"? Jeszcze moje drugie pytanie, jak to jest z zaokrągleniami, czy to się ustawia na obrabiarce, sposób wyjścia noża, czy trzeba zmienić narzędzie? Przepraszam za łopatologiczny język, ale tak to już jest jak się kończy liceum 
ps. To jest wycinek z rysunku, tolerancje mam w tabelkach Zresztą to jest tylko poglądowy do karty technologicznej. Nakiełki są już dobrane jak coś.
Zresztą to jest tylko poglądowy do karty technologicznej. Nakiełki są już dobrane jak coś.
Na razie dziękuję, jakby coś będę się jeszcze odzywał w tym temacie.
ps. To jest wycinek z rysunku, tolerancje mam w tabelkach
Na razie dziękuję, jakby coś będę się jeszcze odzywał w tym temacie.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Zobacz w przecinakach masz długość l, która mówi ci, jak głęboko możesz nim wjechać. Czy po prostu ten nóż wejdzie w to miejsce, a nie zawadzi przy wcinaniu bokiem. Ja bym raczej wybrał składak, np. taki: https://www.secotools.com/CorpWeb/Produ ... ng2002.pdf - zaraz na pierwszej stronie masz taką stalową wysuwaną oprawkę do płytek w czarnym imaku. Na str. 15 lepiej ją widać. Taką możesz dalej wysunąć, a poza tym wymieniasz płytki i masz powtarzalny wymiar jak raz ustawisz (korekcje spowodowane np. zużyciem wcześniejszym ostrza są niewielkie).

-
arasz
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 255
- Rejestracja: 30 maja 2009, 22:26
- Lokalizacja: Warszawa
Jak już koniecznie chcesz przetoczyć wał wykorbiony, to proponuję takim nożem:
http://www.pafana.pl/iso4.php
Jeśli byś chciał toczyć wykorbienia to prawdopodobnie będziesz musiał "coś" dospawać do noża, żeby go przedłużyć, pamiętaj, że później go podeprzeć o suport, bo będzie wpadał w drgania.
Wały korbowe, przy obróbce wykorbień mocuje się w specjalnych przyrządach umożliwiających przesuniecie obrotu wału z osi np.
http://www.pafana.pl/iso4.php
Jeśli byś chciał toczyć wykorbienia to prawdopodobnie będziesz musiał "coś" dospawać do noża, żeby go przedłużyć, pamiętaj, że później go podeprzeć o suport, bo będzie wpadał w drgania.
Wały korbowe, przy obróbce wykorbień mocuje się w specjalnych przyrządach umożliwiających przesuniecie obrotu wału z osi np.




