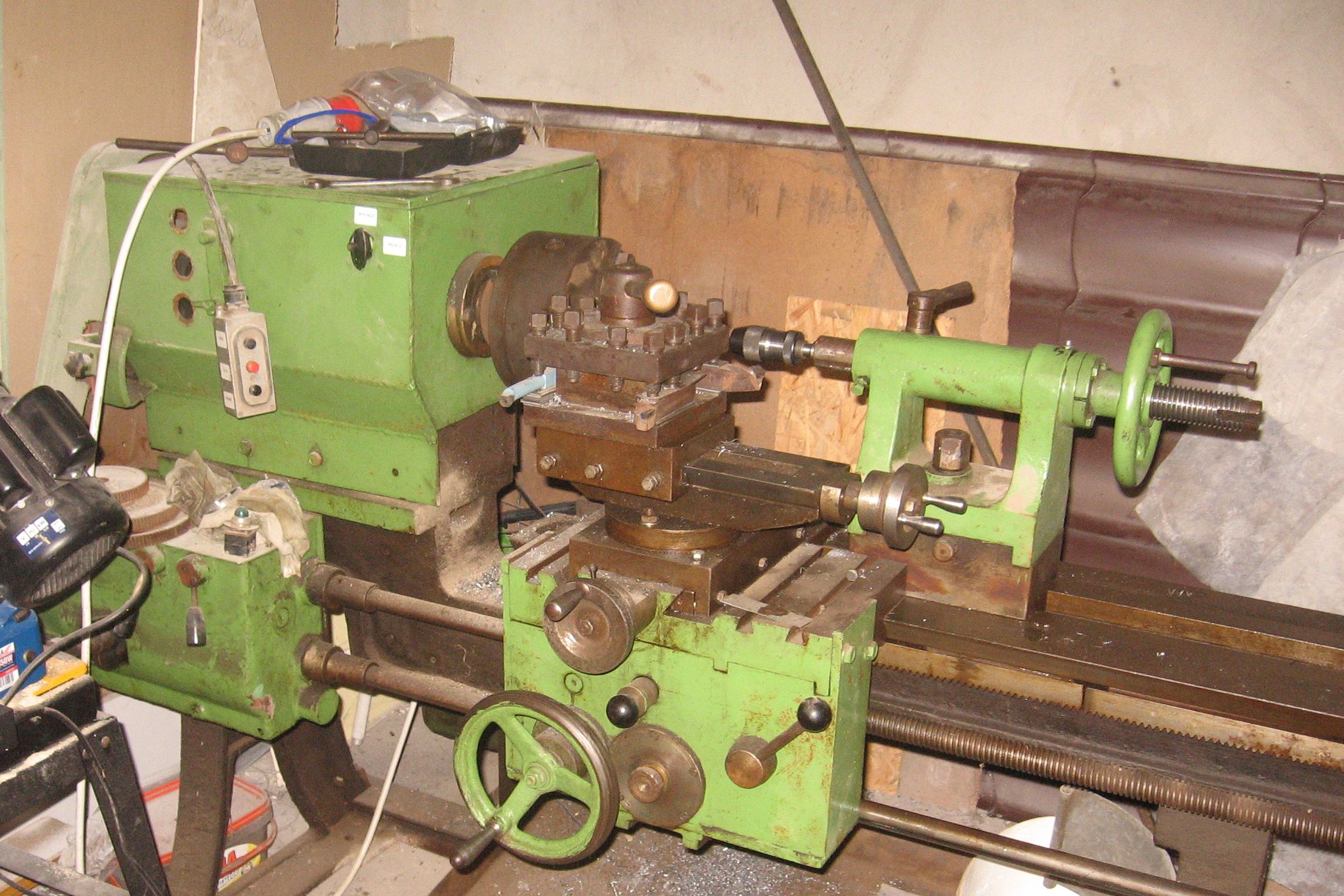
Całkiem zgrabna tokarka. Pokasować luzy, usunąc usterki, i można wiele na niej zdziałać.
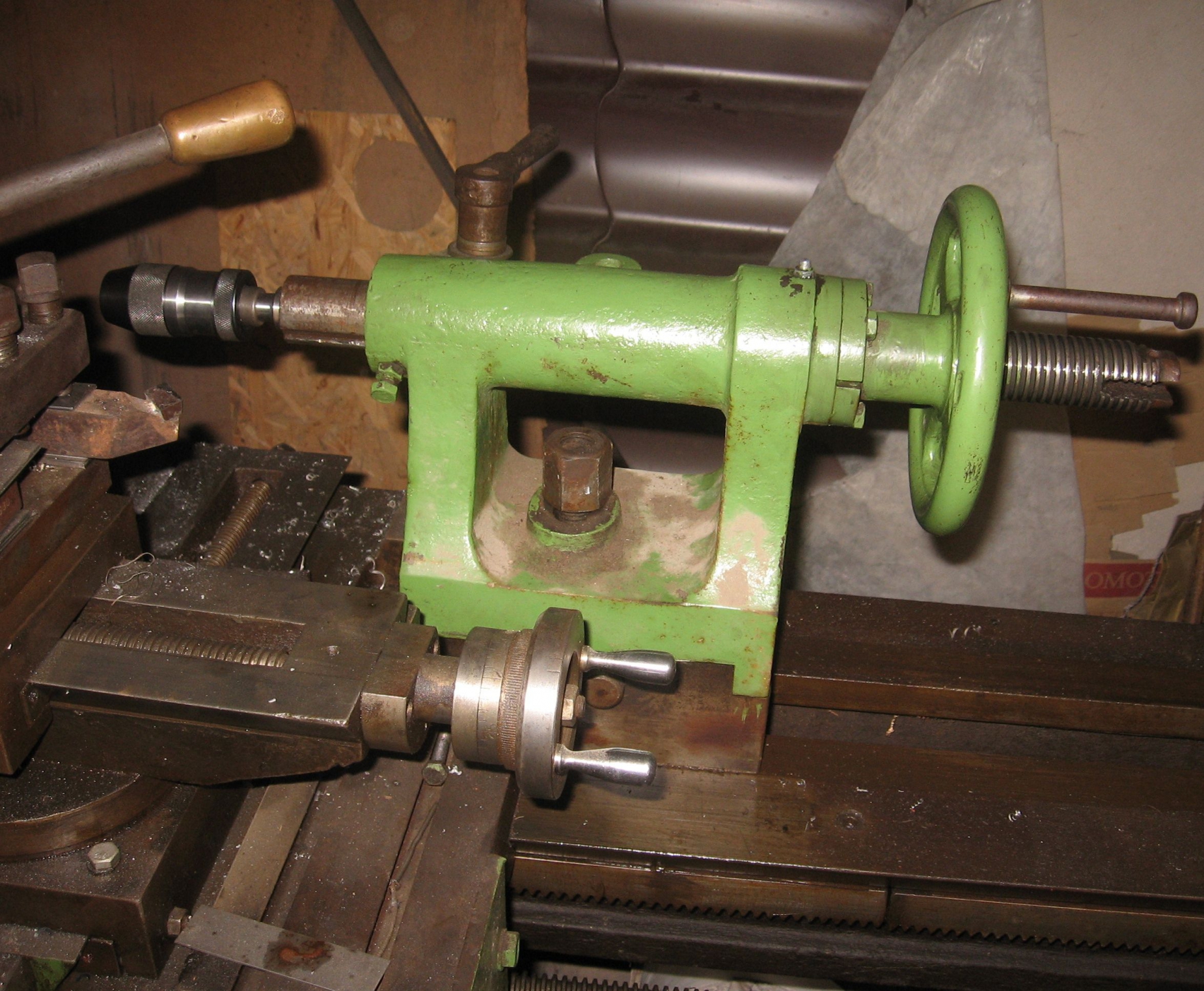
eljot_81 pisze:Niestety przy zmianie jego pozycji, dzięki fasoli przez którą się przekręca, jesteśmy w stanie zmienić położenie wiertła na nieosiowe.
Żadna dziwna sprawa, tylko podobny jak w innych tokarkach mechanizm konika (przesuwna góra konika względem jego podstawy leżącej na pryzmach łoża) służący do równoległego przesuwania osi konika do osi łoża (i wrzeciona)
https://www.cnc.info.pl/topics89/regula ... t66250.htm

o wartość
d w płaszczyźnie poziomej, a to do toczenia długich stożków.

Służy do tego (jak i do ustawiania z powrotem osi konika w osi wrzeciona) śruba/y regulacyjna w podstawie konika,

a u kolegi śruba zaznaczona czerwoną strzałką.
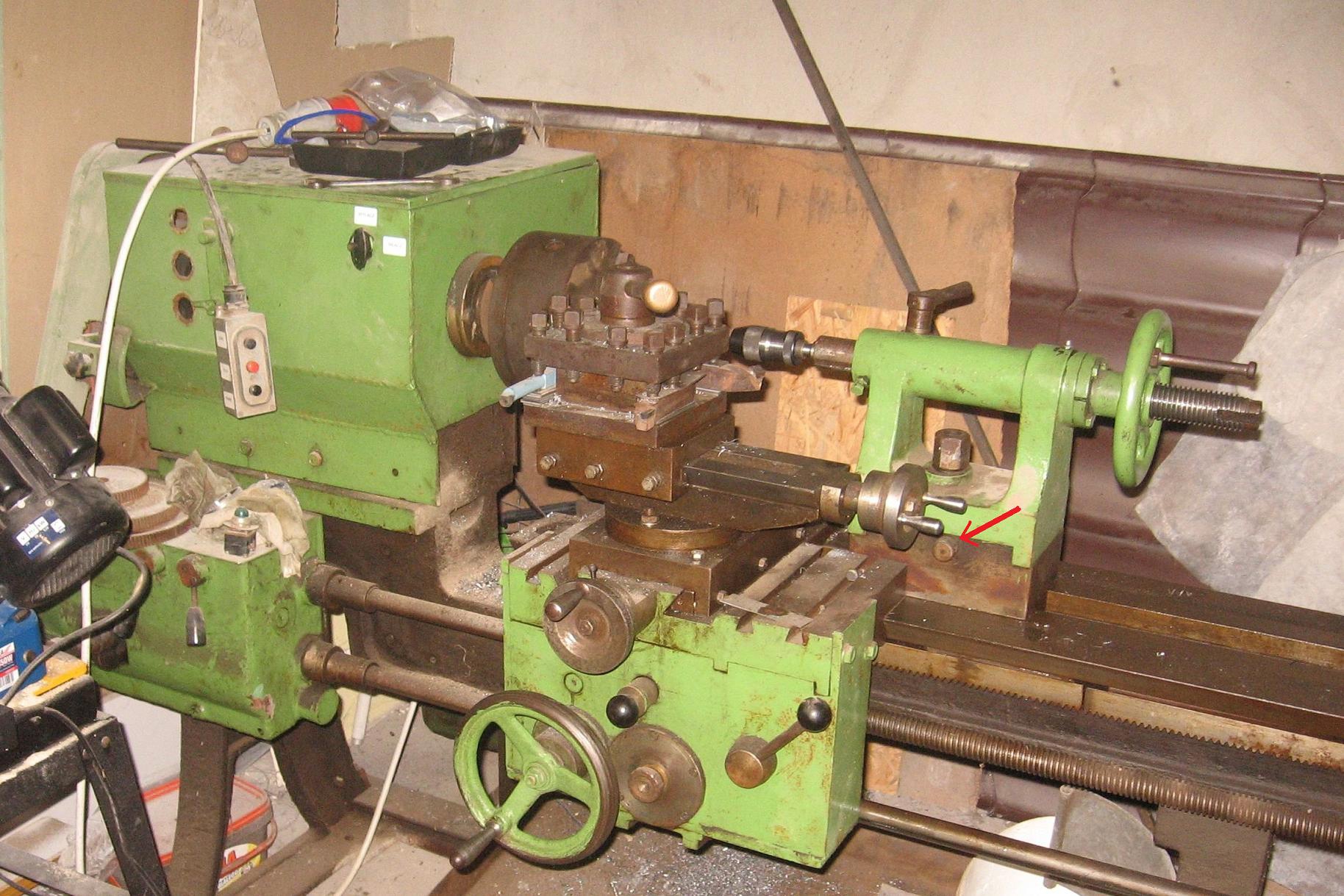
Po przeciwnej stronie(z tyłu konika) zapewne jest druga taka kontrśruba, których wzajemne naciągnięcie lub wkręcenie wypadkowo pozycjonuje konik do osi wrzeciona zapobiegając jej (osi) przestawianiu (podobnie jak kontrnakretka na śrubce). A górna nakrętka dociąga cały ten układ do łoża np w czasie wiercenia.
Zapewne luzy lub niedokręcenie którejś z tych bocznych śrub (lub obu) powodują mimowolne przestawianie osi konika przy zluzowaniu i przesuwaniu po łożu.
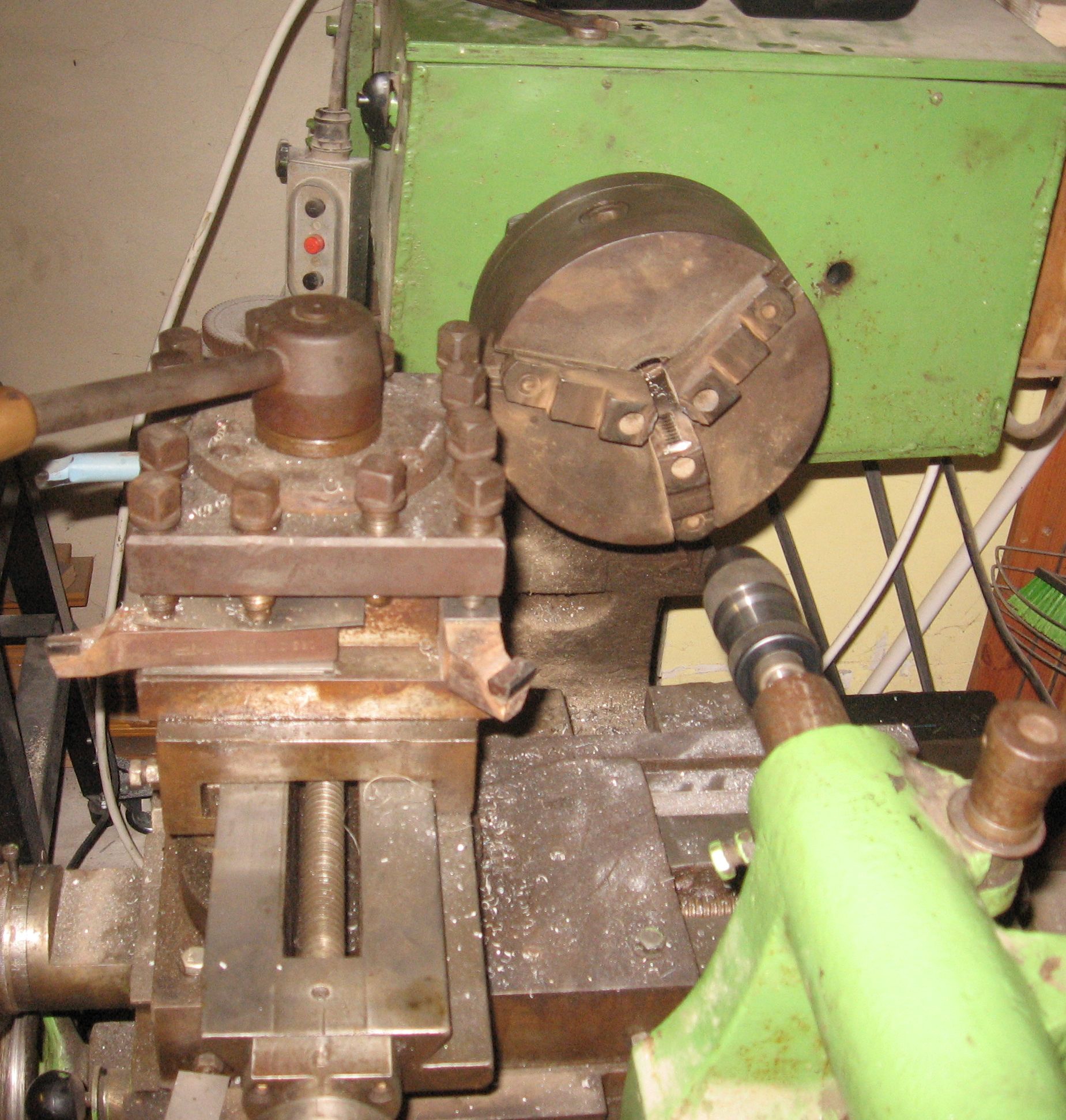
Szkoda, że nie widać za bardzo części skrawających noży(tu lutowanych), ale wyglądają mi na "surowe"(fabryczne), bez doprowadzenia ich geometrii do pożądanego kształtu
(zakładam, że ich wysokość do osi toczenia była prawidłowa..? )
https://www.cnc.info.pl/topics89/noze-s ... 377,10.htm

O geometrii noży i luzach maszyn pisaliśmy w tych postach wiec nie będę dublował. Na początek trochę dającej się przełknąć teorii, by wiedzieć co w traw.. pardon, tokarce piszczy..
https://www.cnc.info.pl/topics89/bass-p ... 384,10.htm
...i praktyki,
https://www.cnc.info.pl/mala-tokarka-ja ... ?view=next
https://www.cnc.info.pl/topics56/drgani ... t67671.htm
https://www.cnc.info.pl/topics56/wizual ... highlight=
https://www.cnc.info.pl/topics56/slaba- ... t57322.htm
https://www.cnc.info.pl/topics66/geomet ... t62041.htm
o przecinakach i nie tylko
https://www.cnc.info.pl/topics101/przec ... t56556.htm
https://www.cnc.info.pl/topics56/drgani ... t60868.htm
https://www.cnc.info.pl/topics66/toczen ... t58759.htm
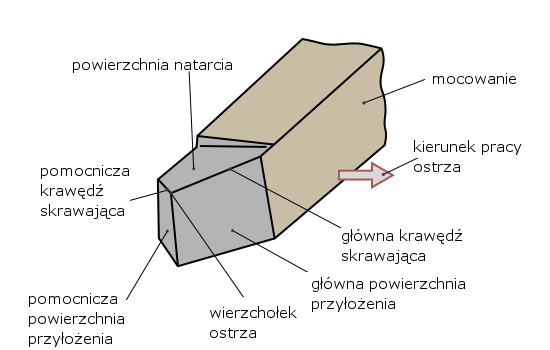
Reasumując do wzdłużnego toczenia stali(niezależnie od gatunku) geometria części skrawającej noża NNBe z lutowana płytką powinien mieć mniej więcej taki kształt jak poniżej, z bardzo małą (0,3-0,6mm) fazką/promieniem na wierzchołku(przejściowa powierzchnia przyłożenia)


(poniżej podstawowe pojęcia z terminologii geometrii noża, by było nam łatwiej mówić o tym samym)





")




")

")

")

")