Strona 1 z 2
Nauka toczenia
: 22 lip 2015, 00:02
autor: eljot_81
Witam,
Od jakiegoś czasu jestem posiadaczem tokarki, a właściwie urządzenia z przeszłości przypominającego tokarkę. Co do procesu toczenia to jestem samoukiem i to mocno raczkującym. Mam pytanie, jak poprawić chropowatość powierzchni (widoczne wyraźne nierówności). Podejrzewam że to kwestia jakieś pierdoły lub "szkolnego błedu". Dodam, że moja maszyna jest dość leciwa i ma bicie, niewielkie ale jest. Czy jest to kwestia parametrów (próbowałem wolno i szybko przybierać materiału i zero różnicy). Prędkości wrzeciona nastawiane w prosty sposób są dwie, natomiast za silnikiem jest reduktor, którym też można zmieniąc nastawy prędkości, ale jeszcze do niego nie zaglądałem.


Z góry dziekuje za pomoc
: 22 lip 2015, 00:13
autor: wackon
Ja bym sprawdził ułożyskowanie wrzeciona...
: 22 lip 2015, 08:43
autor: viper
Sztywność maszyny to jedno. Nie wiadomo jaką masz w ogóle oprawkę do toczenia i czy jest ona w osi. Czy jest to nóż lutowany, HSS, czy składny. W przypadku dwóch pierwszych możesz mieć nieudolnie naostrzone. Zależy ile przybierasz i w ogóle wszystko może mieć znaczenie.
Obroty też mają znaczenie ale to jak już jest dokładne toczenie.
Zrób fotkę maszyny z zamocowanych detalem w uchwycie wraz z nożem którym obrabiasz.
Do sprawdzenia osi noża przetocz czoło detalu i zatrzymaj się przy osi materiału i zobaczysz jak z osią.
: 22 lip 2015, 09:58
autor: grg12
Wygladają jak moje eksperymenty z toczeniem C45, troche trwało zanim udało mi się (przy wydatnej pomocy forum) wyszlifowac nóż dający przyzwoitą powierzchnie. Do pierwszych eksperymentów z tokarką proponowałbym jakiś łatwiejszy materiał. Najlepsza byłaby IMHO stal automatowa - jeśli uda ci się znaleźć dostawce. Jest bardzo łatwa w obróbce i stosunkowo tania. Smarowanie odrobiną oleju podczas toczenia (olej "do gwintowania", wystarczy rozprowadzić parę kropli po wałku) pomaga ale w przypadku stali automatowej da się i na sucho - inne stale mogą być bardziej "wybredne". Na drugim miejscu aluminium - najlepiej w jakości przeznaczonej do obróbki skrawaniem, to co można dostać w marketach budowlanych też się nadaje ale podczas toczenia wymaga smarowania (w najprostszej wersji rozpylacz ze spirytusem, nie trzeba wiele wystarczy że będzie mokre). Na trzecim miejscu - mosiądz. Jest wprawdzie bardzo przyjemny w obróbce ale przy nożu o niewłaściwej geometri (te z zestawów zwykle są do stali) potrafi być BARDZO zdradliwy.
Powyzsze materiały potrafią "przebaczyć" wiele błędów więc świetnie się nadają na początek.
: 22 lip 2015, 12:05
autor: ak47
Ja bym pierw zapytał jakie obroty kolega stosuje ,czy nóż jest w osi i czy jest jakoś zaostrzony ?
Tak na oko dałbym na początek jakieś 600 obrotów. Nóż z płytką lutowaną. Bez problemu znosi większe obroty i temperatury i można działać bez chłodzenia. Nowy nóż trzeba naostrzyć z fabryki nie przychodzą gotowe do toczenia. (tylko te z płytkami zakładanymi są gotowe do pracy po wyjęciu z paczki).
Oczywiście każdy nóż musi być w osi materiału. Materiał złap tak żeby całymi szczękami go mocno trzymało. Cienki wałek musi być podparty konikiem bo inaczej będzie drżał i odginał się.
No i zakup książkę Tokarstwo zbigniewa jaworskiego. To stara książka na allegro chodzi po dychu a sporo cię nauczy. Dobrą książką jest też Obróbka skrawaniem eugeniusza górskiego ale ta jest bardziej zaawansowana.
: 22 lip 2015, 13:08
autor: RomanJ4
A czym tak właściwie kolega toczy?
Najlepiej jakieś zdjątka maszyny i noża jeśli inny niż składak (podać numer noża), np HSS, czy lutowany by zobaczyć geometrię, bo tak to macanie po ciemku..
Luzy maszyny, długość wystawienia materiału?
: 22 lip 2015, 17:26
autor: eljot_81
Witam,
Dziękuję za tak błyskawiczny odzew. U mnie wszystko budżetowo, tokarka jaka się trafiła taką mam, noże i materiał do toczenia również z odzysku - do nauki myślę że taki układ może być. Fotki o które prosicie i szerszy opis tego co robię zamieszczę wieczorem.
Pozdrawiam
: 22 lip 2015, 20:52
autor: zdzicho
Na moje oko toczysz jakaś sztachetówke . Nie uzyskasz dobrej powierzchni ,na takiej stali-zwłaszcza bez chłodzenia. przy stalach gatunkowych,powierzchnia od razu będzie lepsza,przy identycznych warunkach obróbki.
: 22 lip 2015, 23:36
autor: eljot_81
Zgodnie z prośbą zamieszczam zdjęcia. Tak jak wspominałem maszyna to raczej antyk. Jak widać toczyłem zwykłym nożem bocznym 20x20. Stal to pręt z odzysku, więc nie wiem z czego on był.
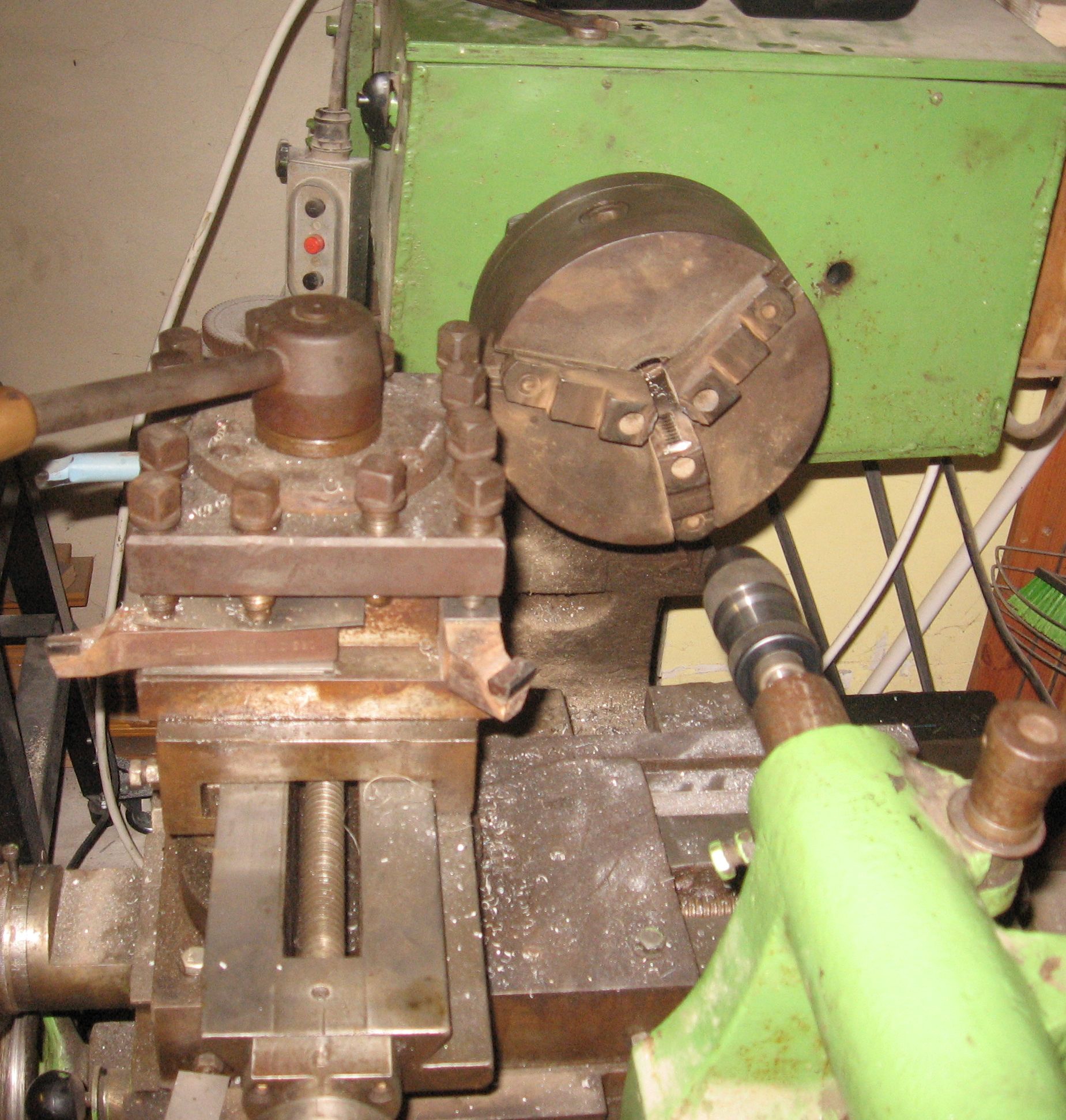
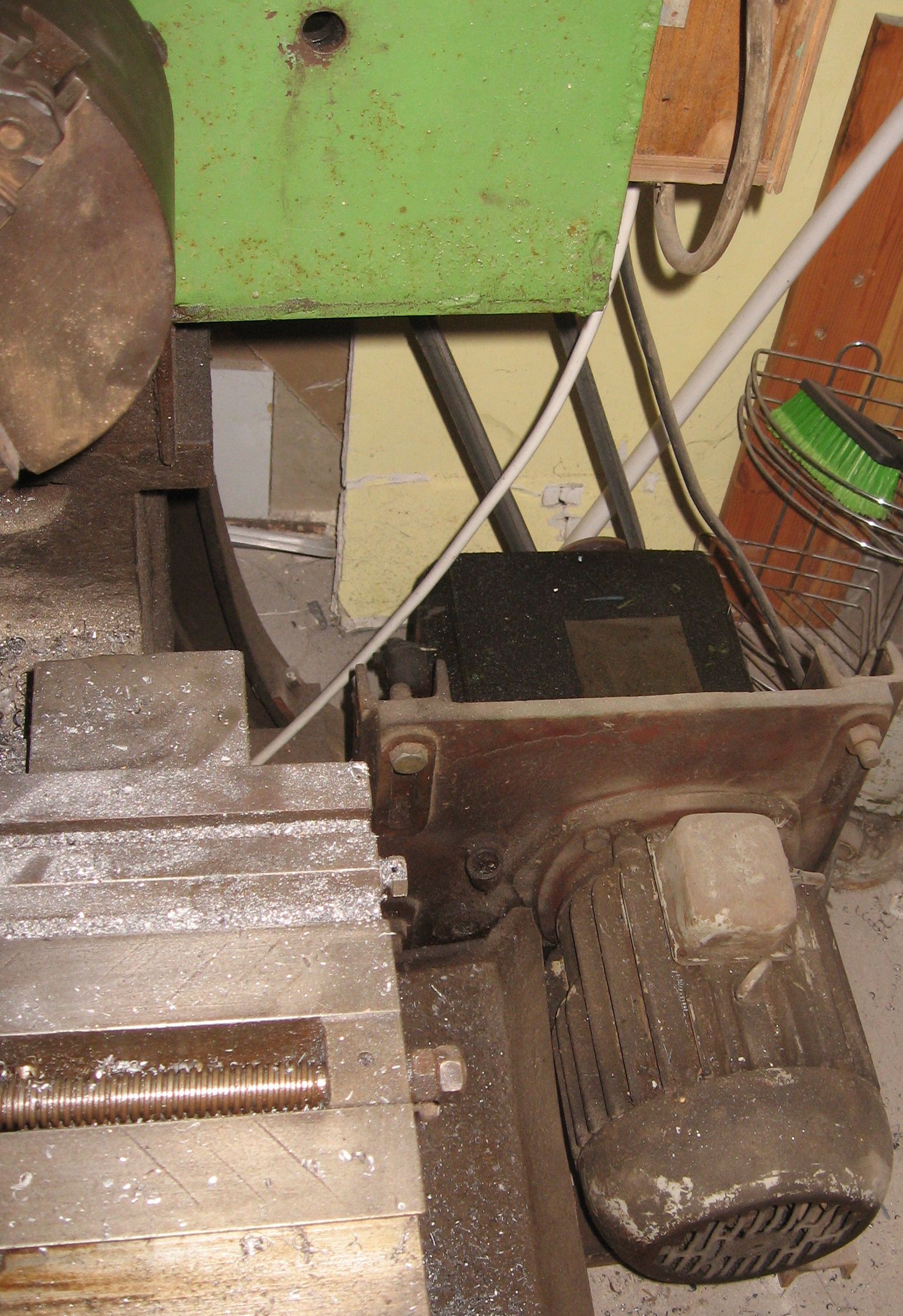
Moja maszyna:
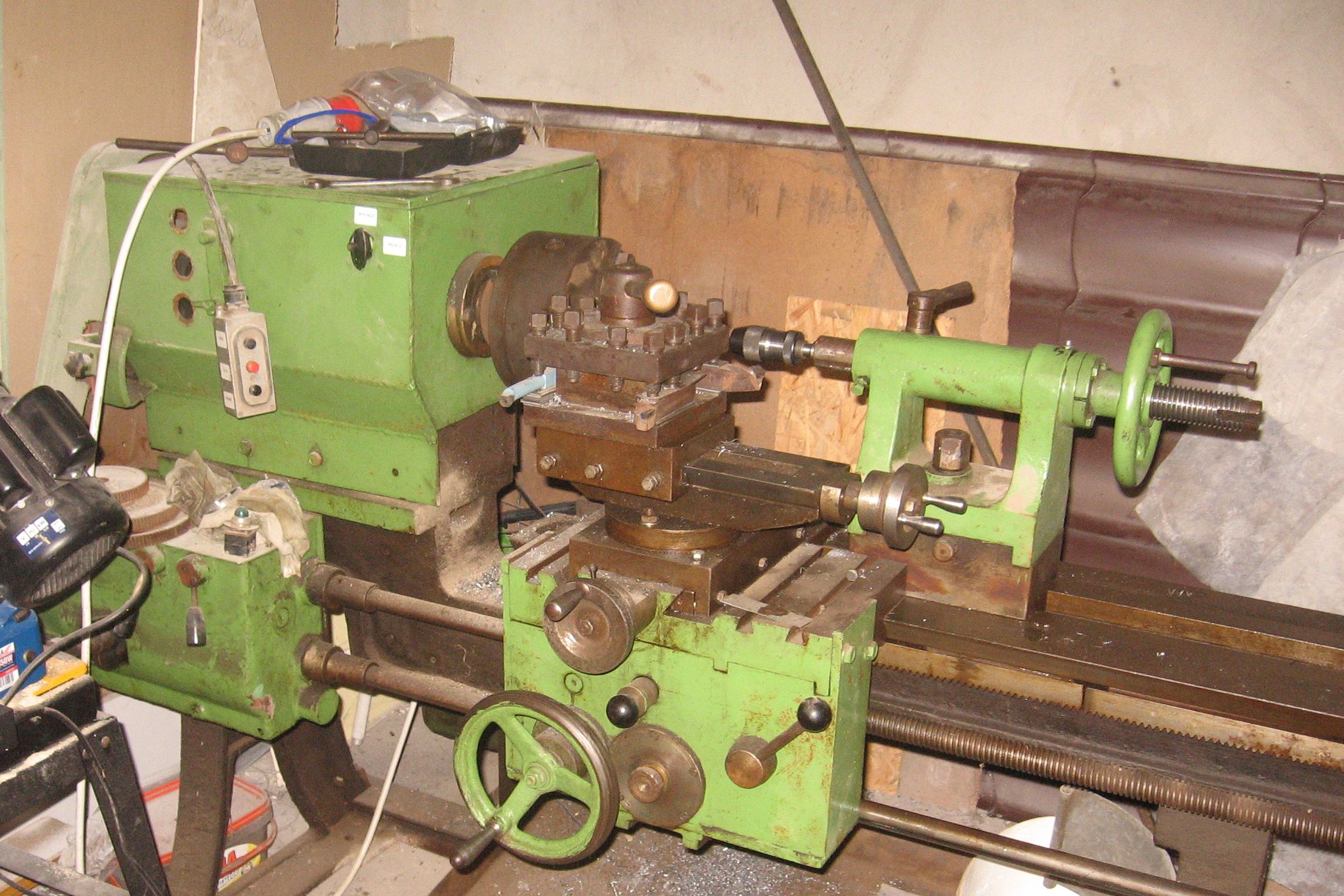
Nie wiem na ile to fabryczny wyrób, a na ile samoróbka.
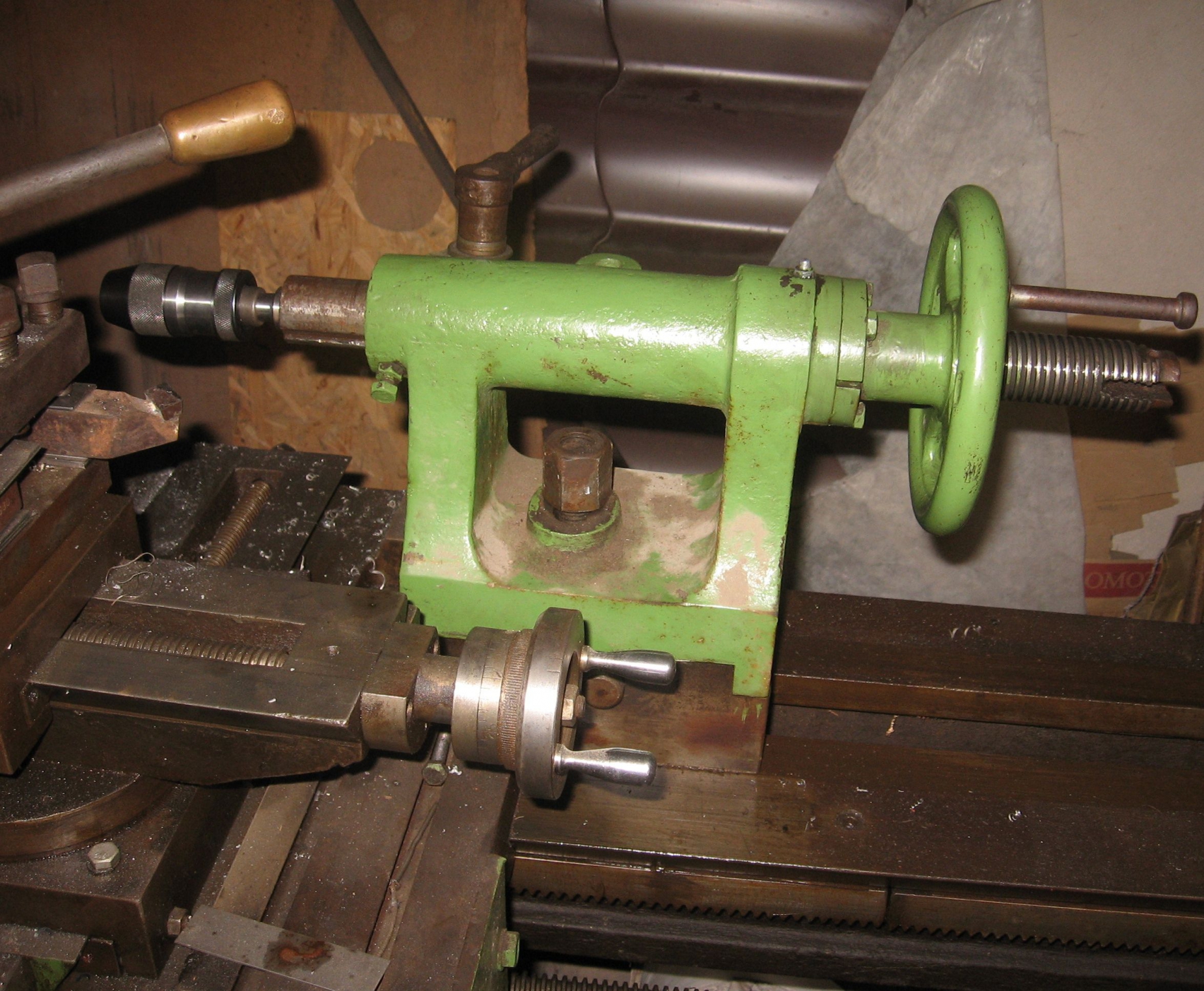
I tutaj na tym zdjęciu jest dziwna sprawa. Konik blokuje się tą duża nakrętka. Niestety przy zmianie jego pozycji, dzięki fasoli przez którą się przekręca, jesteśmy w stanie zmienić położenie wiertła na nieosiowe.
Sama maszyna przy wrzecionie ma dwójkę przesuwną, natomiast za silnikiem jest taki reduktor - z tego co otworzyłem klapę jest w nim dwójka i trójka przesuwna jak kojarzę. niestety Dźwignie sterujące są dość mocno zastane.
: 23 lip 2015, 01:56
autor: RomanJ4
Całkiem zgrabna tokarka. Pokasować luzy, usunąc usterki, i można wiele na niej zdziałać.
eljot_81 pisze:Niestety przy zmianie jego pozycji, dzięki fasoli przez którą się przekręca, jesteśmy w stanie zmienić położenie wiertła na nieosiowe.
Żadna dziwna sprawa, tylko podobny jak w innych tokarkach mechanizm konika (przesuwna góra konika względem jego podstawy leżącej na pryzmach łoża) służący do równoległego przesuwania osi konika do osi łoża (i wrzeciona)
https://www.cnc.info.pl/topics89/regula ... t66250.htm

o wartość
d w płaszczyźnie poziomej, a to do toczenia długich stożków.

Służy do tego (jak i do ustawiania z powrotem osi konika w osi wrzeciona) śruba/y regulacyjna w podstawie konika,

a u kolegi śruba zaznaczona czerwoną strzałką.
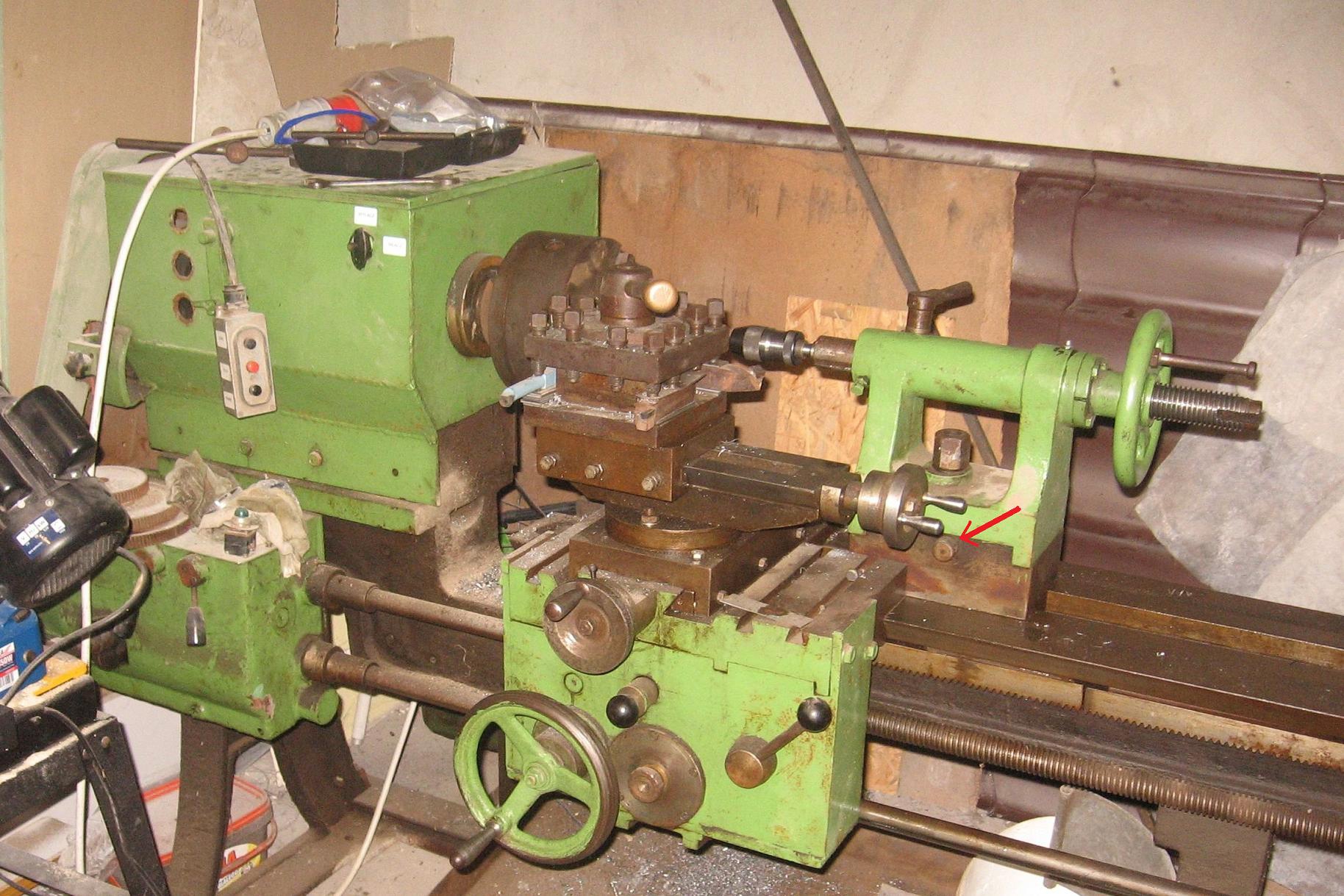
Po przeciwnej stronie(z tyłu konika) zapewne jest druga taka kontrśruba, których wzajemne naciągnięcie lub wkręcenie wypadkowo pozycjonuje konik do osi wrzeciona zapobiegając jej (osi) przestawianiu (podobnie jak kontrnakretka na śrubce). A górna nakrętka dociąga cały ten układ do łoża np w czasie wiercenia.
Zapewne luzy lub niedokręcenie którejś z tych bocznych śrub (lub obu) powodują mimowolne przestawianie osi konika przy zluzowaniu i przesuwaniu po łożu.
Szkoda, że nie widać za bardzo części skrawających noży(tu lutowanych), ale wyglądają mi na "surowe"(fabryczne), bez doprowadzenia ich geometrii do pożądanego kształtu
(zakładam, że ich wysokość do osi toczenia była prawidłowa..? )
https://www.cnc.info.pl/topics89/noze-s ... 377,10.htm

O geometrii noży i luzach maszyn pisaliśmy w tych postach wiec nie będę dublował. Na początek trochę dającej się przełknąć teorii, by wiedzieć co w traw.. pardon, tokarce piszczy..
https://www.cnc.info.pl/topics89/bass-p ... 384,10.htm
...i praktyki,
https://www.cnc.info.pl/mala-tokarka-ja ... ?view=next
https://www.cnc.info.pl/topics56/drgani ... t67671.htm
https://www.cnc.info.pl/topics56/wizual ... highlight=
https://www.cnc.info.pl/topics56/slaba- ... t57322.htm
https://www.cnc.info.pl/topics66/geomet ... t62041.htm
o przecinakach i nie tylko
https://www.cnc.info.pl/topics101/przec ... t56556.htm
https://www.cnc.info.pl/topics56/drgani ... t60868.htm
https://www.cnc.info.pl/topics66/toczen ... t58759.htm
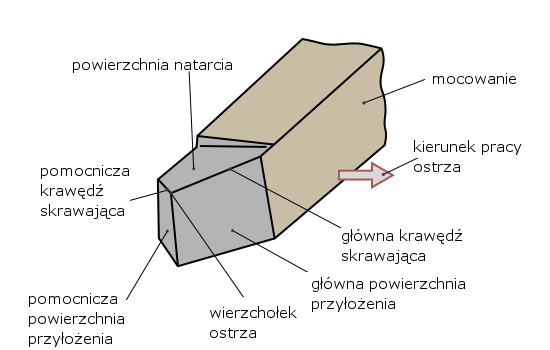
Reasumując do wzdłużnego toczenia stali(niezależnie od gatunku) geometria części skrawającej noża NNBe z lutowana płytką powinien mieć mniej więcej taki kształt jak poniżej, z bardzo małą (0,3-0,6mm) fazką/promieniem na wierzchołku(przejściowa powierzchnia przyłożenia)


(poniżej podstawowe pojęcia z terminologii geometrii noża, by było nam łatwiej mówić o tym samym)