Strona 1 z 1
PROCES TECHNOLOGICZNY TARCZY REGULACYJNEJ
: 04 lut 2015, 15:22
autor: Agaciorka
Potrzebuję pomocy przy procesie technologicznym tarczy. Produkcja seryjna. Półfabrykatem ma być rura grubościenna.
Potrzebuje opis operacji razem z maszynami/ stanowiskami do obróbki.
Z góry dziękuje za chociażby małe wskazówki

: 04 lut 2015, 20:37
autor: tomken
ciężko będzie zaprojektować proces technologiczny zachowując tolerancje w tysięcznych częściach milimetra za pomocą obróbki skrawaniem( Ra 2,5 to toczenie wykańczające), no i co z tym gwintem? tolerancje otworów też kłopotliwe
Re: PROCES TECHNOLOGICZNY TARCZY REGULACYJNEJ
: 04 lut 2015, 23:15
autor: peritus
Agaciorka pisze: chociażby małe wskazówki
Rysunek techniczny detalu jest wykonany błędnie!
( Gwint, średnica podziałowa otworów

tolerancje ...)
Polecam:
Feld M. - "Podstawy projektowania procesów technologicznych"
: 05 lut 2015, 12:52
autor: Agaciorka
Rysunek wstawiłam przez pomyłkę zły. Bez tych tolerancji ma być.
Reszta rysunku jeszcze nie poprawiona.
Mam tą książkę i jakbym umiała sobie poradzić z nią to bym tutaj nie szukała pomocy... Nie znam się na tym za bardzo. Potrzebuje wskazówek (książka nie jest odpowiednią wskazówką) od kogoś życzliwego bo sama sobie nie poradzę z tym projektem

: 05 lut 2015, 13:18
autor: Psikus
Witam
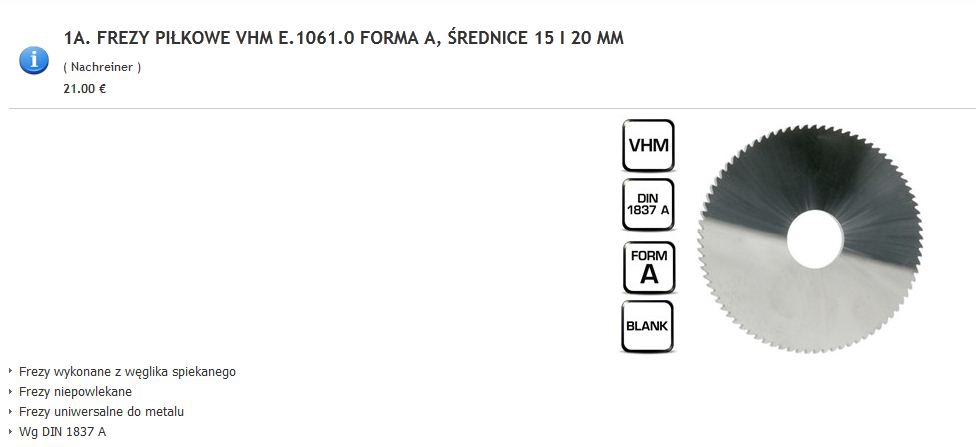
1) piła taśmowa - tniesz rurę na krążki o grubosci 15 mm
2) tokarka - łapiesz krążek za otwór i robisz grubość na 13,5 a średnice zewnętrzną na fi 80
3) tokarka - grubość na 12 mm , średnica fi 55 i gwint M45x1,5
4) centrum obróbcze - wiercenie otworów + pogłębianie
popraw dokumentację techniczną
pozdrawiam
: 05 lut 2015, 13:29
autor: Agaciorka
Dziękuję bardzo za zainteresowanie i pomoc
:)
POZDRAWIAM
: 05 lut 2015, 22:30
autor: rafalxfiles
Albo zakładasz że tokarka ma napędzane narzędzia (oś C) i wiercisz to przy okazji toczenia.. jedna operacja mniej..
: 07 lut 2015, 14:53
autor: burzaxxx
na frezarkę
tniesz rurkę np na odcinki 150 mm
zaciskasz pionowo w imadle
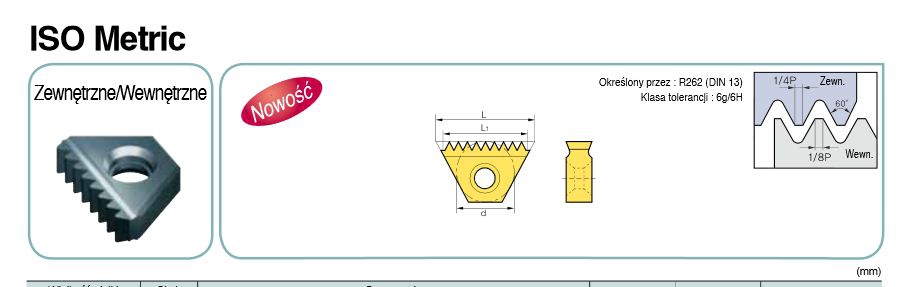
planujesz powierzchnię, robisz otwory, frezujesz wymiary zewnętrzny i pod gwint otwór wewnatrz, gwint frezujesz w cyklu płytką - jedziesz od dołu
tniesz naokoło zostawiając 0,05-0,1mm naddatku
pukasz młotkiem i sztuka odpada.
możesz dorzucić fazki.

u góry i na dole
następną sztukę robisz obniżając Z o 2mm