



problem z obróbką elementu na CENTRUM obróbczym
-
mlody1993
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 2
- Rejestracja: 15 sty 2015, 23:40
- Lokalizacja: Poznań
problem z obróbką elementu na CENTRUM obróbczym
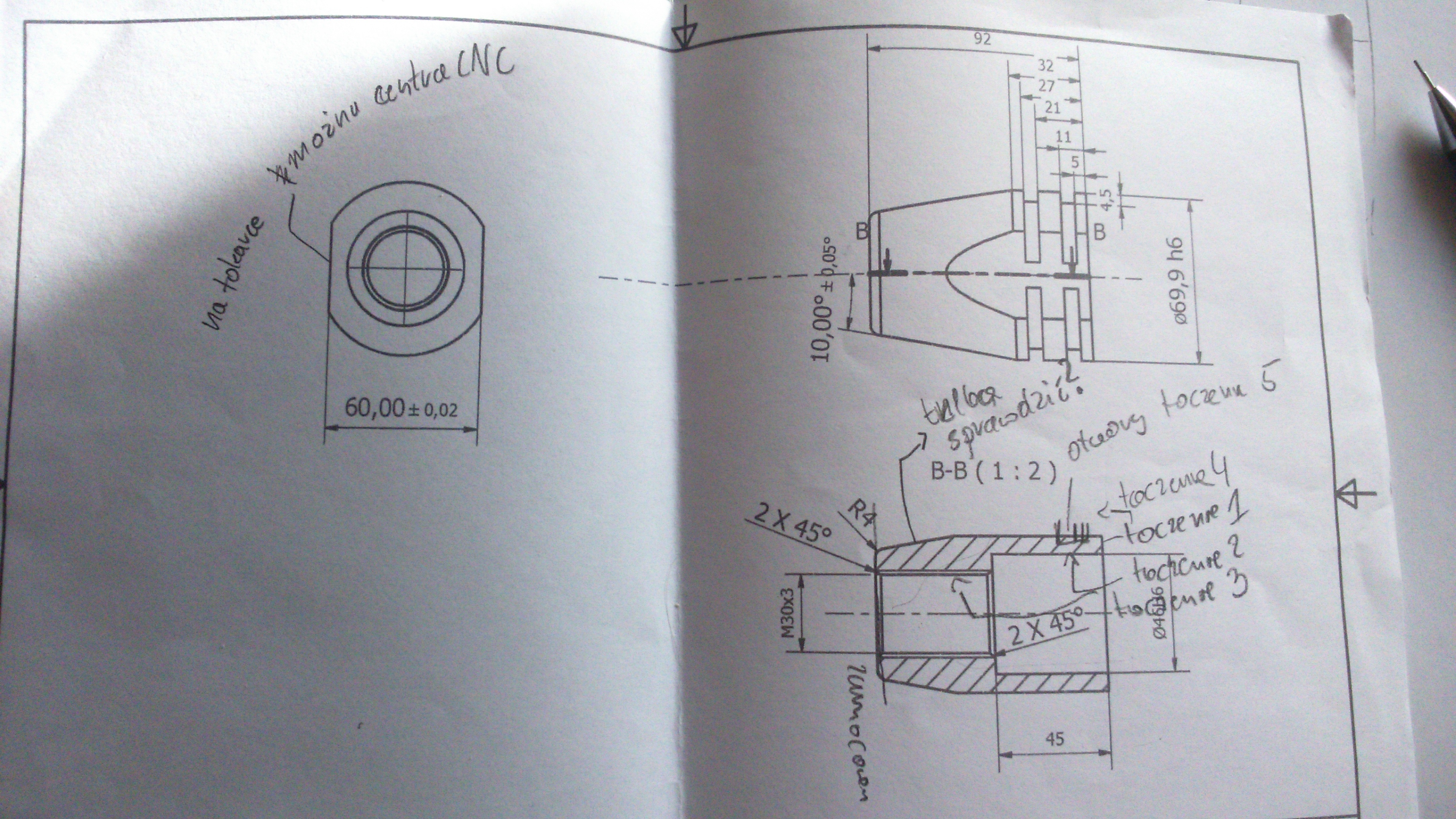
Robię projekt na projektowanie procesów technologicznych dostałem niezwykle ciekawe wyzwanie . Byłem u kolesia z tym 5 razy i każdym razem jest źle i nie chce mi nic powiedziec co i jak . Moze ktoś bedzie tak pomocny i jakoś podzieli sie swoją wiedzą odnośnie tego jak on to postrzega . Materiałem jest stal 40H , twardość mat wyjściowego ma wynosić 50HRC . Odkuwka matrycowa jako element wejściowy . Mam pytanie dodatkowe jak zamocować przedmiot za gwint do obrabiarki ? nigdzie w internecie tego nie ma ;/
Tagi:


-
mc2kwacz
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Re: problem z obróbką elementu na CENTRUM obróbczym
Najlepiej mu to właśnie powiedz. Powinien się wzruszyć. W końcu jeśli w internecie nie ma...mlody1993 pisze:nigdzie w internecie tego nie ma ;/
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
W twoim przypadku najlepiej w uchwycie wykonać trzpień ø46h6 z lekkim prowadzeniem z którego będzie wystawał gwint M30x3 i na niego nakręcać detal z wcześniej wykonaną obróbką "wewnętrzną". Musisz tylko zwrócić uwagę czy obróbkę zewnętrzną wykonujesz na prawych obrotach (M3).mlody1993 pisze:Mam pytanie dodatkowe jak zamocować przedmiot za gwint do obrabiarki ?
Tak w ogóle, to prościej i szybciej można ten detal wykonać z pręta, dzięki czemu otrzymasz prawie wszystkie obróbki z 1 mocowania, po przemocowaniu (lub przechwycie) odciętego detalu zostałby ci tylko promyk R4, fazka 2x45° i planowanie tyłu. Dodatkową korzyścią był by brak bicia powierzchni zewnętrznych i wewnętrznych.(tzn w dokładności obrabiarki), całość do wykonania na tokarce z napędzanymi narzędziami (dodatkową osią C)
-
mlody1993
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 2
- Rejestracja: 15 sty 2015, 23:40
- Lokalizacja: Poznań
no z pręta tez chciałem to zrobić ale powiedział że za dużo materiału by sie zmarnowało przy obróbce i trzeba z odkuwki , troche dziwnie ale skoro tak mówi to co bede sie z nim kłócił .... siedziałem w nocy i jeszcze czytałem różne książki i katalogi ... problem jest z zamocowaniem tego elementu do szlifierki za gwint właśnie , to ma byc produkcja seryjna czyli 10 tys sztuk wiec nie widzi mi sie nakręcać każdego elementu na gwint w obrabiarce , czy są może jakieś tuleje wewnętrzne rozporowe pokryte gumą żeby nie uszkodzić tego gwinty ? i jeszcze jedno pytanie czy obróbkę tych rowków pod 'pierścienie ' zrobic przed czy po hartowaniu ? Dzieki za wszelkie informacje
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
W jakim celu chcesz łapać za gwint ?mlody1993 pisze:.... Mam pytanie dodatkowe jak zamocować przedmiot za gwint do obrabiarki ? nigdzie w internecie tego nie ma ;/
.... ja to widzę inaczej.
Zastosuj szczęki aluminiowe.mlody1993 pisze:... , to ma byc produkcja seryjna czyli 10 tys sztuk wiec nie widzi mi sie nakręcać każdego elementu na gwint w obrabiarce , czy są może jakieś tuleje wewnętrzne rozporowe pokryte gumą żeby nie uszkodzić tego gwinty ? ...
p.s.
Pokaż jakie operacje i w jakim zamocowaniu chcesz zrobić będzie można wtedy doradzić łatwiej.
... ja nie widzę potrzeby mocowania tego elementu za gwint.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






