Wykonanie kostki z rowkiem
: 06 gru 2014, 16:22
Witam
Obecnie wykonuje detale jak na rysunku 1 na frezarce konwencjonalnej.
Chcę się przesiąść na CNC. Dodatkowo chciałbym na nowej maszynie zacząć wykonywać przedmioty jak na rysunku 2.
Jaką proponowalibyście metodę obróbki/maszynę żeby robić to szybko i wydajnie?
Dodam że kostki z rysunku 1 wykonuje jednostkowo tzn.jest ich dużo ale każda sztuka jest ina, wykonywana tylko raz ale w różnych gabarytach i kątach.
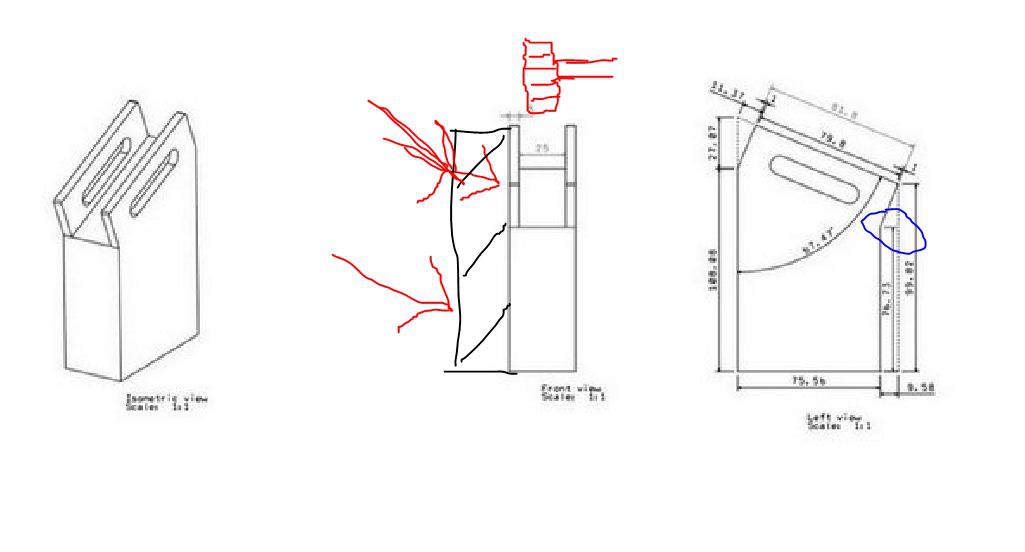
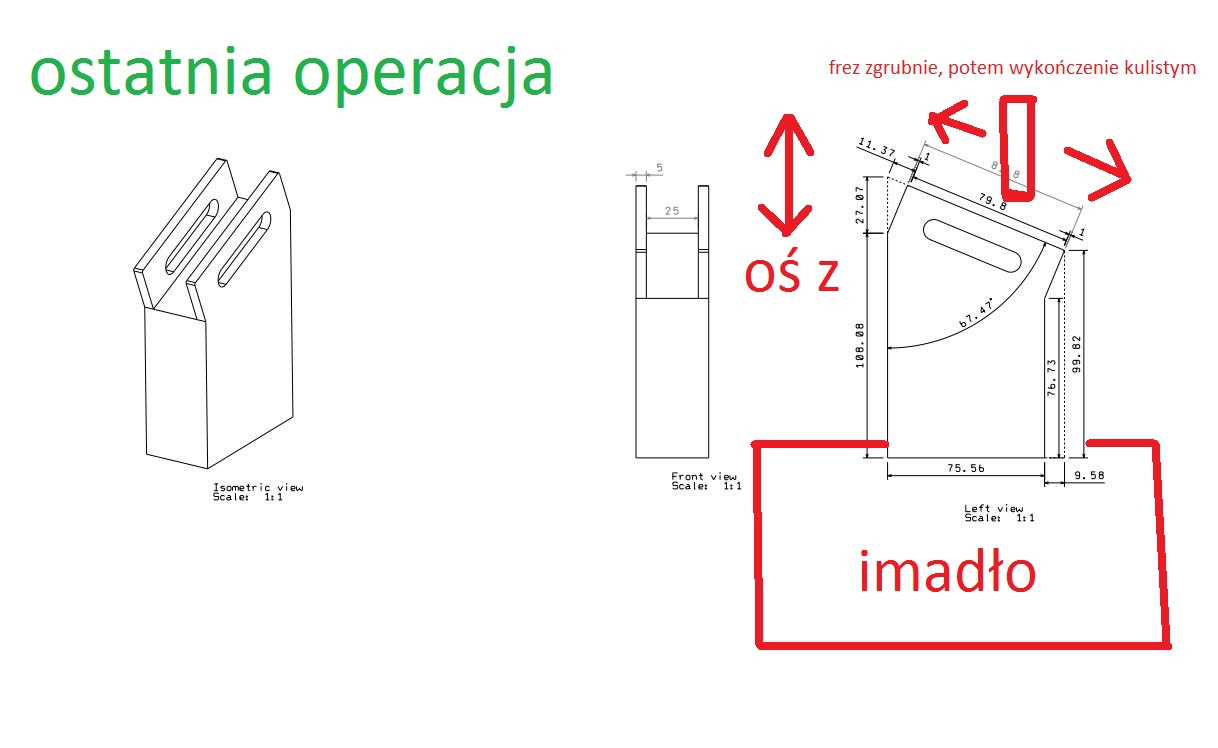
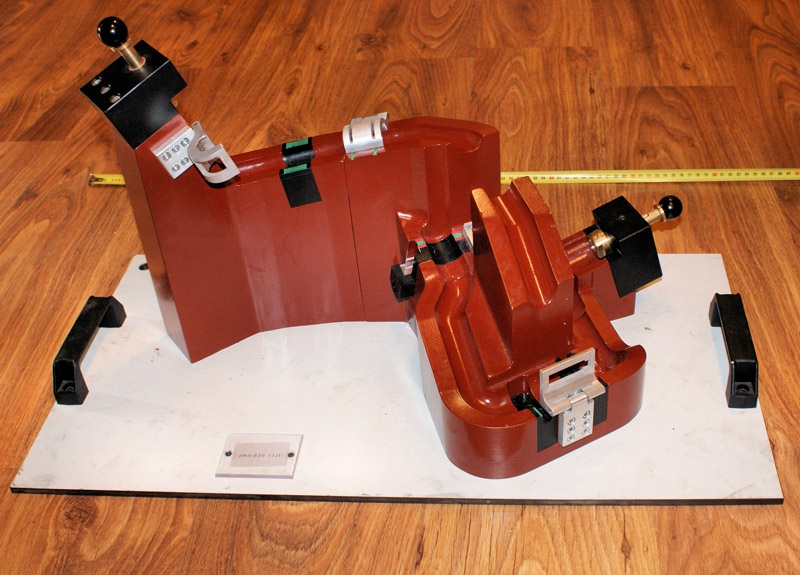
RYSUNEK 1
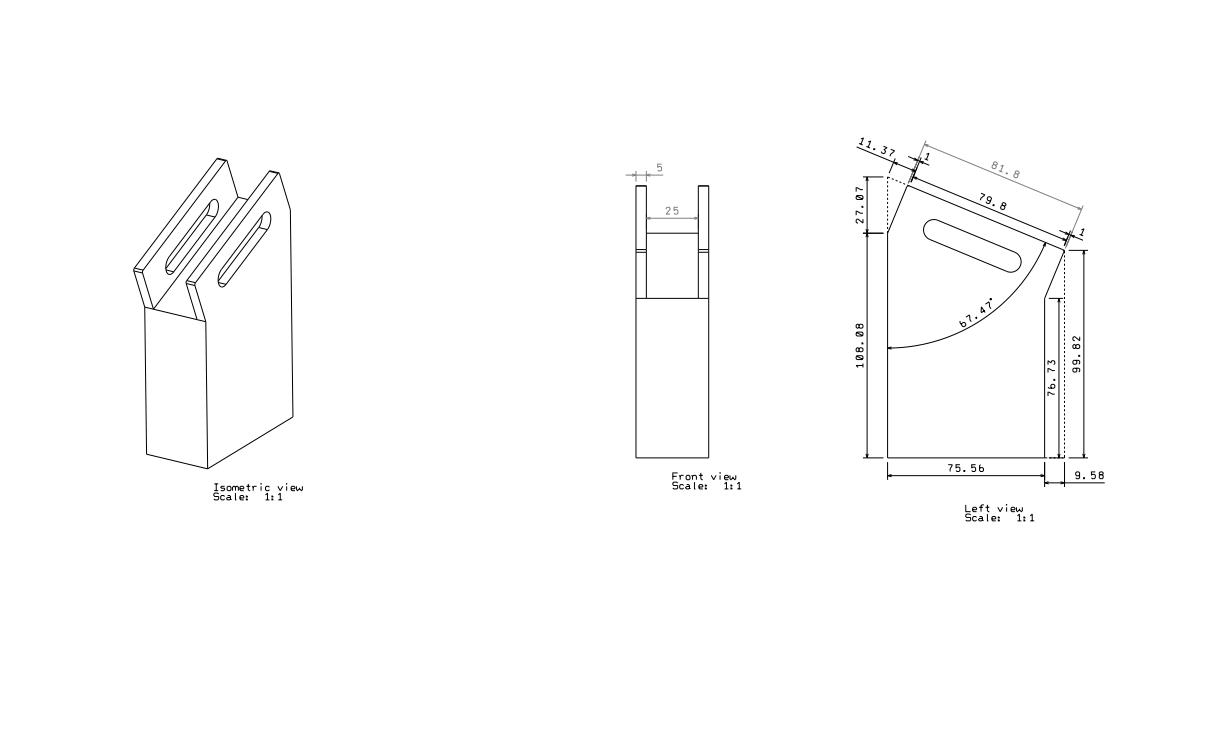
RYSUNEK 2
Materiał to max. aluminium.
Moje przemyślenia to:
Rysunek 2:
- myślę że zwykłe 3 osie ale z wysokimi przejazdami w osi Z załatwią sprawę.
Rysunek 1:
1) 3 osie + dodatkowo obrotnica jako 4-ta oś lub +dodatkowy stół uchylno - obrotowy jako 4-ta i 5-ta oś,
2) nieduża maszyna 5-cio osiowa (lub 3+2 osie),
3) ploter/centrum z głowicą uchylno/obrotową.
Obecnie wykonuje detale jak na rysunku 1 na frezarce konwencjonalnej.
Chcę się przesiąść na CNC. Dodatkowo chciałbym na nowej maszynie zacząć wykonywać przedmioty jak na rysunku 2.
Jaką proponowalibyście metodę obróbki/maszynę żeby robić to szybko i wydajnie?
Dodam że kostki z rysunku 1 wykonuje jednostkowo tzn.jest ich dużo ale każda sztuka jest ina, wykonywana tylko raz ale w różnych gabarytach i kątach.
RYSUNEK 1
RYSUNEK 2
Materiał to max. aluminium.
Moje przemyślenia to:
Rysunek 2:
- myślę że zwykłe 3 osie ale z wysokimi przejazdami w osi Z załatwią sprawę.
Rysunek 1:
1) 3 osie + dodatkowo obrotnica jako 4-ta oś lub +dodatkowy stół uchylno - obrotowy jako 4-ta i 5-ta oś,
2) nieduża maszyna 5-cio osiowa (lub 3+2 osie),
3) ploter/centrum z głowicą uchylno/obrotową.