



Witam
Potrzebuję natchnienia /"patentu" na szybkie wiercenie otworów w profilach.
np. mam profil dł. ok. 500mm i chce w nim wykonać w jednej lini 10 otworów z tym że różnych powiedzmy że 4 fi3 2 M4 i 4 fi10 z fazką pod łeb. i tak z parę setek szt.
-wiertarka cnc odpada bo musiał by mieć wyminę narzędzia z automatu by sie opłaciło ją zaprzęgać.
-szablon OK ale nie jest uniwersalny
więc pomyślałem o zderzaku fajnie by było gdyby był automatyczny .
Będę wdzięczny za wasze triki na taką robotę lub za jakieś linki fot/video jak to jest rozwiązane profesjonalne.
Wiercenie szeregu otworów jak to rozwiązać?
-
 adam Fx
adam Fx
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Wiercenie szeregu otworów jak to rozwiązać?
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Tagi:


")
-
adam Fx
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Ma taki zderzak jakąś nazwę fachowa? bo pod hasłem zderzak głownie mogę zobaczyć motoryzacyjne a wolałbym takie np. z zapadkami lub jak pisałem automatyczne związane z obróbką .
Myślałem nad wielowrzecionową ale blisko siebie są otwory i trzeba by robić bardzo małe wrzecionka by się o siebie nie obcierały.
[ Dodano: 2014-03-25, 18:54 ]
robota stała ale rozstawy niestety różne
np. takie coś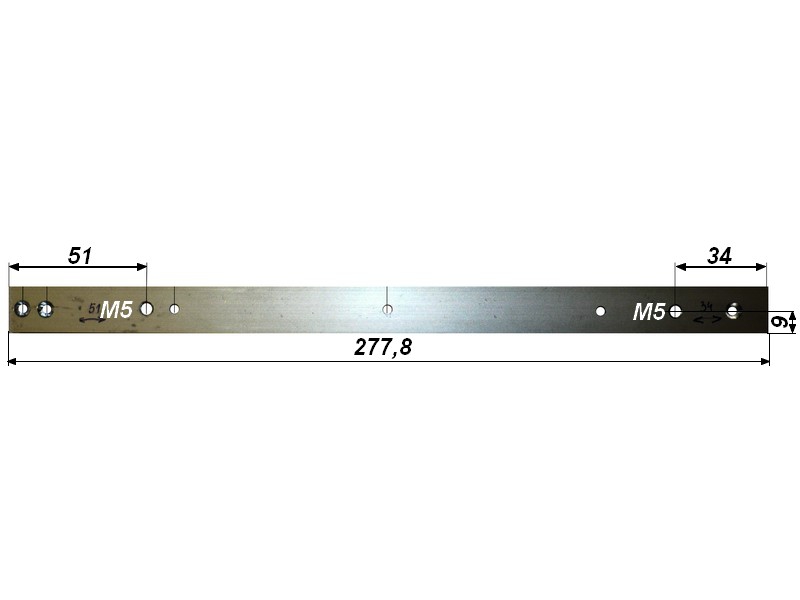
Myślałem nad wielowrzecionową ale blisko siebie są otwory i trzeba by robić bardzo małe wrzecionka by się o siebie nie obcierały.
[ Dodano: 2014-03-25, 18:54 ]
robota stała ale rozstawy niestety różne
np. takie coś
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
dance1
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3095
- Rejestracja: 11 mar 2007, 22:42
- Lokalizacja: G-G
to już nie lepiej frezarka cnc? wiercisz wszystkie otwory wiertłem o najmniejszej średnicy otworu wymaganego, resztę frezujesz do potrzebnego wymiaru.
Lub też wiertarka rewolwerowa czy jak to tam się zwie.
Widziałem kiedyś w akcji takiego kolosa przerobionego na cnc, rewolwer jak się nie mylę na 8 narzędzi, profil zamontowany na ruchomym stole, szło zajebi.... no i frezować też dawała radę, bez problemu.
Lub też wiertarka rewolwerowa czy jak to tam się zwie.
Widziałem kiedyś w akcji takiego kolosa przerobionego na cnc, rewolwer jak się nie mylę na 8 narzędzi, profil zamontowany na ruchomym stole, szło zajebi.... no i frezować też dawała radę, bez problemu.
-
adam Fx
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
wrzeciono z wymianą kosztuje pierwsze z brzegu 15 000 no chyba że ktoś będzie stał przy kressie i za każdą wymiana mierzył narzędzie mając na uwadze to że otwór wierci/frezuje się parę sekund to można zapewne szału dostać po paru sztukach.
o wiertarce rewolwerowej tez myślałem ale maja ogromne rozmiary nie adekwatne do potrzeb koszt też porównywalny do wymiarów- spory
o wiertarce rewolwerowej tez myślałem ale maja ogromne rozmiary nie adekwatne do potrzeb koszt też porównywalny do wymiarów- spory
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 skoti
skoti
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1740
- Rejestracja: 28 gru 2004, 23:56
- Lokalizacja: Rybnik
Dobra nie masz zmiany narzędzia .
Opcje:
1 - Przyrząd na kilka kilkanascie szt . - wymiana narzędzia często ale masz chwile czasu . Co do mierzenia narzędzi . Mozesz przygotować jakieś tulejki czy inny patent żeby mocowanie było powtarzalne i odpowiednio przygotować program . Zakładam ze nie masz w swoim programie tabeli narzędzi .
2 Przyrząd do bardzo szybkiego mocowania - wymienisz sztuki nie narzedzie po owierceniu np 100szt zmiana bazy narzędzia i dalej .
W drugiej opcji zrobisz to na zwykłej wiertarce ale trzeba stać przy maszynie i machać .
Opcje:
1 - Przyrząd na kilka kilkanascie szt . - wymiana narzędzia często ale masz chwile czasu . Co do mierzenia narzędzi . Mozesz przygotować jakieś tulejki czy inny patent żeby mocowanie było powtarzalne i odpowiednio przygotować program . Zakładam ze nie masz w swoim programie tabeli narzędzi .
2 Przyrząd do bardzo szybkiego mocowania - wymienisz sztuki nie narzedzie po owierceniu np 100szt zmiana bazy narzędzia i dalej .
W drugiej opcji zrobisz to na zwykłej wiertarce ale trzeba stać przy maszynie i machać .
Moj chomik
http://chomikuj.pl/skotisobek
http://chomikuj.pl/skotisobek
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Jak to robota powtarzalna i w setkach sztuk, to nic ci nie zastąpi CNC. Kto ci każe zmieniać wiertło co chwila? Robisz sobie system mocowania powtarzalnie detalu na mimośrodach, i zmieniasz detale, a nie wiertło. Kończysz partię jedną średnicą, zmieniasz wiertło i jedziesz od początku. Sama maszynka może mieć tylko dwie osie - wrzeciono ma jeździć wzdłuż detalu i góra dół.






