



Witam
Konstruuję sortownice i potrzebuje informacji na temat jak niskim kosztem mógłbym wywiercić otwór o małej średnicy w osi aluminiowej tez o bardzo malej średnicy, np. czy wykonalne jest wywiercenie otworu 1mm w osi 3mm, bez ponoszenia wysokich kosztów? Jeżeli nie to jakie wymiary są optymalne?
Pozdrawiam
Wiercenie małych otworów w osi
-
lighthammer89
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 25 mar 2014, 10:04
- Lokalizacja: Polska


-
 grg12
grg12
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1670
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Może podaj trochę szczegółów - jakie głębokie te otwory, jak dokładne (wymaganie co do średnicy i położenie). Otwór ma być od czoła (otwór osiowy w osi  ) czy promieniowy. Jakie narzędzia masz do dyspozycji? (np. dla mnie otwór 1mm w wałku 3mm "bez ponoszenia wysokich kosztów" to nie problem - ale nie każdy ma dostęp do tokarki...) itd.
) czy promieniowy. Jakie narzędzia masz do dyspozycji? (np. dla mnie otwór 1mm w wałku 3mm "bez ponoszenia wysokich kosztów" to nie problem - ale nie każdy ma dostęp do tokarki...) itd.
Powyższą odpwiedź napisałem po wzięciu 10 głebokich oddechów oraz głebokim namyśle - inaczej kwalifikowałaby się do kategorii "agresywny frustrat przy klawiaturze". Proszę weź pod uwagę że wiele zncznie lepiej kwalifikowanych osób po przeczytniu twojego pytania i zastosowaniu tej samej procedury doszło do wniosku że lpiej wogóle się nie odzywać....
Powyższą odpwiedź napisałem po wzięciu 10 głebokich oddechów oraz głebokim namyśle - inaczej kwalifikowałaby się do kategorii "agresywny frustrat przy klawiaturze". Proszę weź pod uwagę że wiele zncznie lepiej kwalifikowanych osób po przeczytniu twojego pytania i zastosowaniu tej samej procedury doszło do wniosku że lpiej wogóle się nie odzywać....
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 11580
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
A nie lepiej kupić taką gotową alu rurkę? Który wymiar jest ważny zewnętrzny ø3mm, otwór ø1mm, czy oba?
Bo można dostać rurkę ø3mm/ø2,1mm http://www.sklep.modelarnia.pl/index.ph ... wa-3mm-2-1
http://www.modelemax.pl/index.php?cPath=1_52_59
Jeśli nie, to jaka jest długość tego otworu, bo wywiercić w krótkim nie powinno być problemu?
Bo można dostać rurkę ø3mm/ø2,1mm http://www.sklep.modelarnia.pl/index.ph ... wa-3mm-2-1
http://www.modelemax.pl/index.php?cPath=1_52_59
Jeśli nie, to jaka jest długość tego otworu, bo wywiercić w krótkim nie powinno być problemu?
pozdrawiam,
Roman
Roman
-
lighthammer89
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 25 mar 2014, 10:04
- Lokalizacja: Polska
Przepraszam za moja niekompetencje i prosze o wyrozumialosc  . Nie za bardzo wiem jak się odnalesc na forum bo to moj pierwszy post, ale do rzeczy. Otwor promieniowy i przelotowy dokladnosc bez znaczenia. Narzedzia w sumie tez bo same zagadnienie potrzebne jest mi do projektu, czyli ewentualnie wykonuwala by to firma zewnetrzna z potrzebnym do tego oprzyzadowaniem. Skoro jestesmy przy narzedziach prosze o rade czym to najlepiej wykonac?
. Nie za bardzo wiem jak się odnalesc na forum bo to moj pierwszy post, ale do rzeczy. Otwor promieniowy i przelotowy dokladnosc bez znaczenia. Narzedzia w sumie tez bo same zagadnienie potrzebne jest mi do projektu, czyli ewentualnie wykonuwala by to firma zewnetrzna z potrzebnym do tego oprzyzadowaniem. Skoro jestesmy przy narzedziach prosze o rade czym to najlepiej wykonac?
-
malpa500000
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
lewy10psdw
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 346
- Rejestracja: 26 sie 2008, 13:07
- Lokalizacja: Koszalin
- Kontakt:
Witam, swojego czasu wykonywaliśmy sporo wierceń F.1.2 oraz Fi.6 D12, wiertła pękały jak szalone, problemem okazało się pchanie nienapędzanego wiertła i kręcenie wrzecionem, wystarczy niewielkie przestawienie geometri i wiertło odginane jest na wszystkie strony. O mały włos nie zrezygnowaliśmy ze zlecania (pierwsza robota nie zarobiła na wiertła) i wtedy "EUREKA" a może tak kręcić wiertłem? Od tamtej pory wszystkie wiercenia w osi o niewielkich średnicach wykonujemy z oprawki napędzanej, wiertło idzie zawsze po swoim torze, nawet przy przestawionej maszynie, od tamtej pory problemy zniknęły.
Nie martw się kiedy jest źle bo będzie lepiej. Martw się jak jest dobrze bo będzie gorzej.
-
lighthammer89
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 25 mar 2014, 10:04
- Lokalizacja: Polska
-
grg12
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1670
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Niby dlaczego miałoby zniszczyć - no chybą że będzie bardzo tępe albo operator wiertarki pijany... Weź jednak pod uwagę że podałeś bardzo mało szczegółów - wiemy że chodzi o jakąś "oś 3mm" mającą służyć do czegoś w "sortownicy" (monet? pułtusz wieprzowych? ogórków kiszonych?). I w owej osi chcesz wywiercić rdialny otwór 1mm - jeden? sto?. Zamierzasz też to komuś zlecić - zakładam więc że chodzi o większą ilośc tych elementów bo gdyby chodziło o 1 otwór w jednym elemencie do tej pory spokojnie wydłubałbyś go cyrklem.lighthammer89 pisze:Dzieki za cenne informacje, ale mam jeszcze jedno pytanie. Myslicie ze wiertlo nie zniszczy osi o wymiarze 3 mm? Moze nalezaloby dobrac wieksza srednice?
Wrzuć jakiś rysunek poglądowy, napisz ile tego potrzebujesz (nawet jeśli projekt jest zadaniem domowym ze szkoły i nigdy fizycznie nie postanie) inaczej podchodzi się do jednej sztuki, inaczej do 100tyś.
-
lighthammer89
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 25 mar 2014, 10:04
- Lokalizacja: Polska
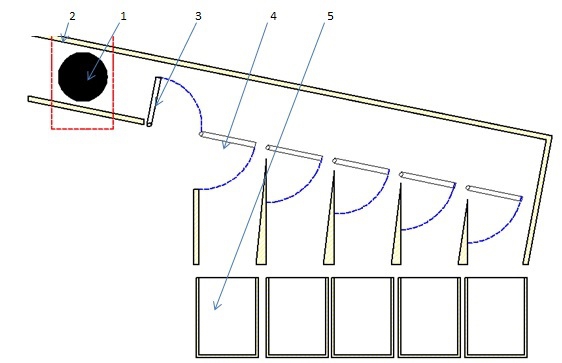
Jest to sortownica do monet 1euro. Na osi beda umieszczone zapadki nr4. Zapadki beda wykonane z blachy 1mm, czyli tez nie wielka waga, dlatego oś nie musi byc bardzo wytrzymała. Chce wykonac w osiach otwory przelotowe, ktore mi posluza do monatarzu zapadek za pomoca kołków spręzystych. Dlatego zalezy mi na malych wymiarach bo aspekt wytrzymalosciowy jest raczej malo isototny. Przypuszczam ze produkcja bedzie malo seryjna.
-
ZenQ_18
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 2
- Posty: 41
- Rejestracja: 06 gru 2011, 15:02
- Lokalizacja: Mielec
Wprowadzasz wpierw wiertło krótkie na pełną głębokość, następnie bierzesz wiertło długie o wymaganej długości i jedziesz do końca. Możesz też od drugiej strony wiercić i otwory spotkają się w środku. Jak ktoś wyżej zauważył lepiej jest w przypadku takich małych wierteł jak to ono się kręci a nie przedmiot. Oczywiście ustawienie w osi musi być zapewnione żeby na końcu otwór nie był przesunięty. Duże obroty, mały posów i częste wyjazdy celem usuwania wiórów. Najlepsze wiertła mają z Guhring'a. Wierciłem nimi w nierdzewce właśnie gdzieś koło 1.2mm.






