uchwyt do frezowania czolowego
: 25 sty 2014, 13:18
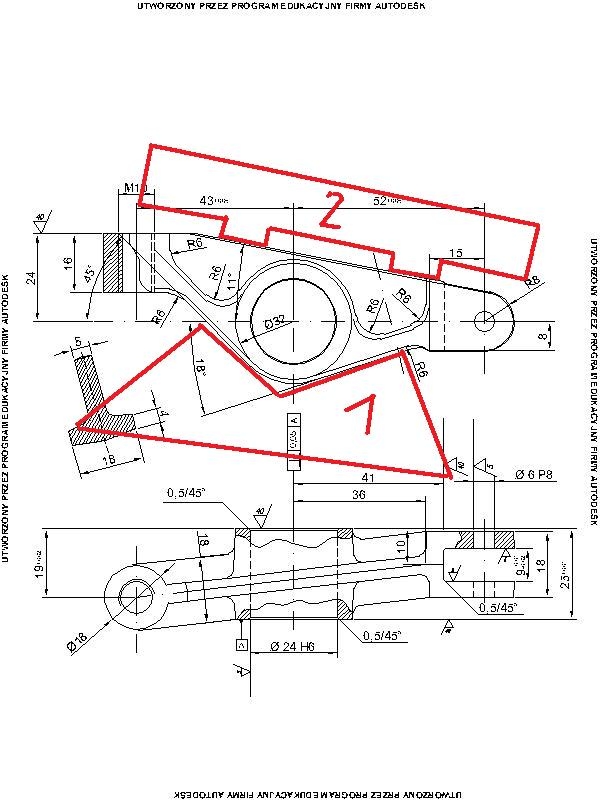
Witam, otoż chcialbym sie was poradzic czym i w jakim miejscu najlepiej bedzie chwycic dzwignie aby wykonac rownoczesnie obrobke 2 a nawet jesli da rade to 4 powierzchni czolowych. chodzi mi tutaj o obrobke powierzchni przy najwiekszym otworze oraz z prawej strony. Robie to w ramach projektu na zaliczenie a wiec nie mam doswiadczenia dlatego prosze o pomoc. Myslalem nad mocowaniem z lewej strony detalu w jakims uchwycie frezarskim samocentrujacym ale nie wiem czy wtedy mozliwe bedzie uzyskanie odchylki rzedu 0,01 bo na logike element na koncu nie bedzie juz tak sztywno zamocowany (tak mi sie wydaje). ewentualnie myslalem nad mocowaniem po obu stronach wiekszego otworu lecz obawiam sie ze moze wtedy dojsc do kolizji z frezem i lepsze rozwiazanie jest z mocowaniem z lewej strony. prosze o porade