Technologia wykonania, dot. oprawki VDI
: 22 lis 2013, 11:23
Witam serdecznie wszystkich.
Jestem studentem politechniki, IV rok. Mam kilka pytań dot. wykonania oprawki narzędziowej, VDI odmiana E1. Interesuje mnie głównie w jaki sposób wykonać należy te rowki (nie wiem jak to fachowo nazwać) poprzeczne w stosunku do osi całej oprawki, które potem służą jako zamocowanie w głowicy rewolwerowej. Nie potrafię znaleźć sensownego rozwiązania na podstawie zebranej literatury, ponieważ jest to konkretny przypadek (i są oczywiście wymiary tolerowane). A oczywiście jak to student, od strony praktycznej jestem w temacie zielony.
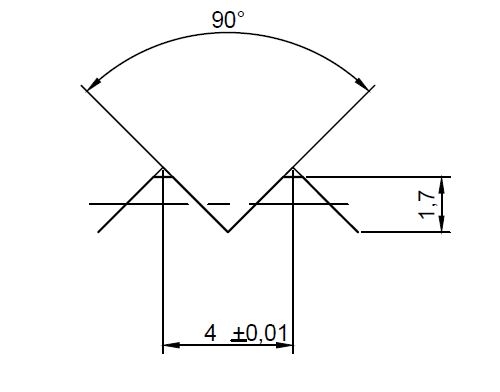
Jedynie nasuwa mi się kilka przypuszczeń, że najpierw należałoby przeprowadzić frezowanie płaszczyzny na części mocującej oprawki, która jest już po przeprowadzonej operacji toczenia, a potem mając już płaską powierzchnię wykonać te rowki na odpowiednią głębokość. Załączyłem odpowiednie zdjęcia: oprawki oraz widok szczegółu (wymiary rowka).
Dodatkowo, zaleca się dla takich oprawek narzędziowych hartowanie powierzchniowe około 58hrc na głębokość 1,5mm. Więc też nie wiem jak zaplanować operacje w stosunku do procesu obróbki cieplnej, żeby uzyskać oczekiwane wymiary. Materiał stal 40HM ulepszona cieplnie ok. 30HRC.
Za pomocą jakich narzędzi jest to możliwe do wykonania?? Posiadam poradniki Sandvika i poruszam się po nich w miarę sprawnie. Czy można wykonać tą operację na tokarce uniwersalnej, np. FWF-32J2 czy raczej tylko CNC wchodzi w grę?
Dziękuję z góry za wszelką pomoc.

Jestem studentem politechniki, IV rok. Mam kilka pytań dot. wykonania oprawki narzędziowej, VDI odmiana E1. Interesuje mnie głównie w jaki sposób wykonać należy te rowki (nie wiem jak to fachowo nazwać) poprzeczne w stosunku do osi całej oprawki, które potem służą jako zamocowanie w głowicy rewolwerowej. Nie potrafię znaleźć sensownego rozwiązania na podstawie zebranej literatury, ponieważ jest to konkretny przypadek (i są oczywiście wymiary tolerowane). A oczywiście jak to student, od strony praktycznej jestem w temacie zielony.
Jedynie nasuwa mi się kilka przypuszczeń, że najpierw należałoby przeprowadzić frezowanie płaszczyzny na części mocującej oprawki, która jest już po przeprowadzonej operacji toczenia, a potem mając już płaską powierzchnię wykonać te rowki na odpowiednią głębokość. Załączyłem odpowiednie zdjęcia: oprawki oraz widok szczegółu (wymiary rowka).
Dodatkowo, zaleca się dla takich oprawek narzędziowych hartowanie powierzchniowe około 58hrc na głębokość 1,5mm. Więc też nie wiem jak zaplanować operacje w stosunku do procesu obróbki cieplnej, żeby uzyskać oczekiwane wymiary. Materiał stal 40HM ulepszona cieplnie ok. 30HRC.
Za pomocą jakich narzędzi jest to możliwe do wykonania?? Posiadam poradniki Sandvika i poruszam się po nich w miarę sprawnie. Czy można wykonać tą operację na tokarce uniwersalnej, np. FWF-32J2 czy raczej tylko CNC wchodzi w grę?
Dziękuję z góry za wszelką pomoc.