



")
Mam problem ze znalezieniem narzędzi do wykonania gwintów prostokątnych w otworze.
Oznaczenia gwintów to fi 50x6 i fi 32x6. Materiał obrabiany 1.4057
Może ktoś już przerabiał temat?
Czym wykonać gwint prostokątny wewnętrzny


-
apacz514
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
W katalogu abphlan tools dzis przeglądałem sa takie składaki płytki kształtowe jakie tylko potrzeba do gwintów kanałków toczenia ale cena niemała za taki trzonek i płytki.
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Ja często robię gwinty, ale calowe, 8 zwojów na cal. Jeśli ktoś założył gwint prostokątny, a nie np. trapezowy, to najczęściej mamy do czynienia z detalem dość odpowiedzialnym. I nie ma szans, żeby gwint robić haczykiem, podostrzonym "na czuja" Zawsze gdzieś dup* będzie brało, albo po prostu sie urwie i bądż tu mądry, jak trafić w nitkę następnym. Tylko płytki, nadają się płytki do segerów. Takim http://www.fanar.pl/wp-content/uploads/ ... rowkow.pdf albo takim http://www.pafana.pl/plytki_do_toczenia ... in_472.php czymś powinieneś zrobić. Czasem jak tyłem zaciera trzeba minimalnie płytkę na diamentówce zebrać.
Ja mam płytki dokładne - 8 zwojów na cal daje szerokość 25.4/8=3.175 i jest to teoretyczna szerokość części wypukłej i wklęsłej. Mam płytki (ciut inne) o szerokości 1/16 cala tzn. ok. 1.59 mm. W części z gwintem wewnętrznym (nakrętka) po prostu toczę gwint według wymiarów. Przyjmuję zagłębienie 0.1 mm/przejście na średnicy. W części z gwintem zewnętrznym (tuleja), najpierw w ten sam sposób wycinam nitkę gwintu na gotowo. Później to samo powtarzam jeszcze dwa razy. Raz korygując w Z do 0.05 od podstawowego, a drugi raz do -0.05. Teoretycznie robi mi się zewnętrzny gwint 0.1 mm węższy (obcina najpierw z jednej, później z drugiej). Oczywiście za każdym razem pełny cykl gwintowania z przejściami 0.1mm na średnicy. Po takim czymś lekkie posmarowanie olejkiem i nakrętka zawsze pasuje idealnie.
Na marginesie. Gwinty prostokątne obecnie nie są znormalizowane, choć do ich konstrukcji stosuje się wartości z gwintów trapezowych. Właśnie dlatego, że dokładne i wymagają specjalnego noża za taką robotę można policzyć ciut więcej, niż za np. gwint trapezowy.
Ja mam płytki dokładne - 8 zwojów na cal daje szerokość 25.4/8=3.175 i jest to teoretyczna szerokość części wypukłej i wklęsłej. Mam płytki (ciut inne) o szerokości 1/16 cala tzn. ok. 1.59 mm. W części z gwintem wewnętrznym (nakrętka) po prostu toczę gwint według wymiarów. Przyjmuję zagłębienie 0.1 mm/przejście na średnicy. W części z gwintem zewnętrznym (tuleja), najpierw w ten sam sposób wycinam nitkę gwintu na gotowo. Później to samo powtarzam jeszcze dwa razy. Raz korygując w Z do 0.05 od podstawowego, a drugi raz do -0.05. Teoretycznie robi mi się zewnętrzny gwint 0.1 mm węższy (obcina najpierw z jednej, później z drugiej). Oczywiście za każdym razem pełny cykl gwintowania z przejściami 0.1mm na średnicy. Po takim czymś lekkie posmarowanie olejkiem i nakrętka zawsze pasuje idealnie.
Na marginesie. Gwinty prostokątne obecnie nie są znormalizowane, choć do ich konstrukcji stosuje się wartości z gwintów trapezowych. Właśnie dlatego, że dokładne i wymagają specjalnego noża za taką robotę można policzyć ciut więcej, niż za np. gwint trapezowy.
-
piotrfire
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 344
- Rejestracja: 01 lis 2012, 14:20
- Lokalizacja: prawie wrocław
Mam do wykonania gwint wewnętrzny prostokątny 30x12 i nie mam pojęcia jakim nożem to zrobić. Otwór ma średnicę 24mm czyli teoretycznie mógłbym zrobić nóż z NNWC 16x16 ale mam obawy czy nie będzie się odginał bo nakrętka ma 85mm długości. Poza tym płytka w tym nożu ma 6mm szerokości a ja potrzebuję 8mm , można ewentualnie po zrobieniu gwintu na docelową głębokość rozjechać po 1 mm w lewo i w prawo ale nie wiem czy to się uda, nie ma możliwości sprawdzenia na śrubie gdyż nie można jej wymontować. Są jakieś normy dla gwintów prostokątnych?
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Kolego, czymś takim (wytaczadło, "borsztanga", boring "bar" z ang.). Będzie to na tyle sztywny (najlepiej przyhartowany jak w fabrycznych) trzonek, że L=85mm zrobisz.


otwór może być też okrągły ø8,0 mm pod okrągłą stalkę ø8,0mmmm, zeszlifowaną w jednym końcu do połowy średnicy jako nożem (dodatkowo okrągły przekrój noża nie będzie tarł o materiał)



tu zrobiony z trzonka wytaczaka z otworem pod skosem (nasz musi być prostopadły do osi trzonka)

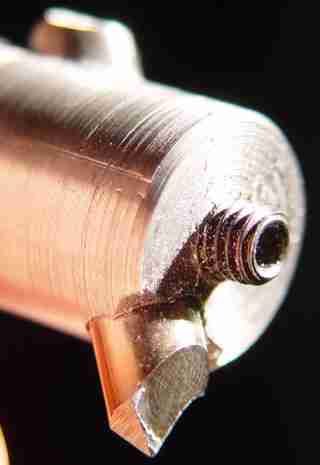
tu trochę inna konstrukcja mocowania noża


u nas gotowe wytaczadła odp średnicy i długości możesz znaleźć np tu
http://allegro.pl/listing/listing.php?o ... 0-prz-0718
np wytaczadło PTW1 4x22x200 (ø22x200, http://allegro.pl/wytaczadlo-ptw1-4x22x ... 04840.html ), gdzie mocować w imaku możemy za część walcową, która jest odpowiednio długa, bez potrzeby obcinania stożka - może się jeszcze przydać do innych prac.
Lub inne.
otwór może być też okrągły ø8,0 mm pod okrągłą stalkę ø8,0mmmm, zeszlifowaną w jednym końcu do połowy średnicy jako nożem (dodatkowo okrągły przekrój noża nie będzie tarł o materiał)
tu zrobiony z trzonka wytaczaka z otworem pod skosem (nasz musi być prostopadły do osi trzonka)
tu trochę inna konstrukcja mocowania noża
u nas gotowe wytaczadła odp średnicy i długości możesz znaleźć np tu
http://allegro.pl/listing/listing.php?o ... 0-prz-0718
np wytaczadło PTW1 4x22x200 (ø22x200, http://allegro.pl/wytaczadlo-ptw1-4x22x ... 04840.html ), gdzie mocować w imaku możemy za część walcową, która jest odpowiednio długa, bez potrzeby obcinania stożka - może się jeszcze przydać do innych prac.
Lub inne.
pozdrawiam,
Roman
Roman






