



Piszesz o tych 4 śrubach co dokręcają tuleję do tarczy czy jakiś specjalnych ? Przyjrzę się jutro dokładnie jak to wygląda w mojej Mori Seikimalpa500000 pisze:u mnie jes regulacja poprzez odkręcanie śrub na tarczy magazynku
Otwór większy niż średnica wiertła


-
Mechan
- Stały bywalec (min. 70)
")
- Posty w temacie: 4
- Posty: 77
- Rejestracja: 01 sie 2007, 17:40
- Lokalizacja: śląsk
kolego malpa500000, powiedz mi o jakiej maszynie myślisz mówiąc że ciężkie toczenie potrafi przestawić głowicę?malpa500000 pisze: wystarczy ciężkie skrawanie na maszynie i może głowicę przestawić n a dół albo jak ci płytkę urwie przy składaku u mnie jes regulacja poprzez odkręcanie śrub na tarczy magazynku
Pozdrawiam
Mechan
Mechan
-
malpa500000
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 6
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
TUG56 podczas nacinania slimaka w stali kwasoodpornej zadnej kolizji nie miałem a sie pozniej okazało ze glowica opadła w pi*** o 2 dychy.... ale tutaj bym powiedzial że koncepcjia mocowanie tarczy jest lipna i dlatego tak sie dzieje... inna sprawa jak przywali narzedziem o uchwyt tokarski to napewno dygnie magazynek.Mechan pisze:kolego malpa500000, powiedz mi o jakiej maszynie myślisz mówiąc że ciężkie toczenie potrafi przestawić głowicę?malpa500000 pisze: wystarczy ciężkie skrawanie na maszynie i może głowicę przestawić n a dół albo jak ci płytkę urwie przy składaku u mnie jes regulacja poprzez odkręcanie śrub na tarczy magazynku
markiz jak dzowniłem do AFM-u i tak mnie poinstruali ze os ustawiam na tarczy a x moge w simensie samemu w plc skorygowac. nie wiem jak to jest w mori seiki jutro ci przesle foto.
-
markiz77
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 6
- Posty: 21
- Rejestracja: 26 maja 2012, 14:58
- Lokalizacja: Piaseczno
Tak, to Mori Seiki SL-15 , dziękuję za zainteresowanie tematem.
[ Dodano: 2013-07-10, 14:45 ]
Jak ustawię na zero to tylko dwa punkty , a pozostałe dwa czujnik wychyla się na +0.2 i na - 0.2 mm
Musiałbym podnieść całą głowice w osi Y jak gdyby -w górę ( nie wzdłuż prowadnicy X ), żeby uzyskać 4x "zero" na czujniku.
Myślę że korekta nawet w PLC nic nie da bo fizycznie nie ustawia się w pożądanym punkcie.
Chyba żeby przeszlifować wypust może ( ten pośrodku pomiędzy otworami )...... wtedy tuleja, głębiej usiądzie , to tak jakbym pchnął głowicę w górę ... sam nie wiem do końca tak naprawdę ...
[ Dodano: 2013-07-10, 14:45 ]
Tylko że ja nie mogę fizycznie ustawić czujnika tak żeby we wszystkich punktach kwadrantu okręgu uzyskać "zero"malpa500000 pisze:os ustawiam na tarczy a x moge w simensie samemu w plc skorygowac
Jak ustawię na zero to tylko dwa punkty , a pozostałe dwa czujnik wychyla się na +0.2 i na - 0.2 mm
Musiałbym podnieść całą głowice w osi Y jak gdyby -w górę ( nie wzdłuż prowadnicy X ), żeby uzyskać 4x "zero" na czujniku.
Myślę że korekta nawet w PLC nic nie da bo fizycznie nie ustawia się w pożądanym punkcie.
Chyba żeby przeszlifować wypust może ( ten pośrodku pomiędzy otworami )...... wtedy tuleja, głębiej usiądzie , to tak jakbym pchnął głowicę w górę ... sam nie wiem do końca tak naprawdę ...
-
Mechan
- Stały bywalec (min. 70)
- Posty w temacie: 4
- Posty: 77
- Rejestracja: 01 sie 2007, 17:40
- Lokalizacja: śląsk
ja bym wpustu nie szlifował,
od kiedy masz ten problem?
sprawdzałeś czy na różnych pozycjach głowicy czy są podobne wyniki Twoich pomiarów?
mori to porządne obrabiarki, więc ja bym na twoim miejscu dążył do jej porządnego ustawienia. ścigałbym serwis albo jakieś utrzymanie ruchu jeżeli macie takowe.
od kiedy masz ten problem?
sprawdzałeś czy na różnych pozycjach głowicy czy są podobne wyniki Twoich pomiarów?
mori to porządne obrabiarki, więc ja bym na twoim miejscu dążył do jej porządnego ustawienia. ścigałbym serwis albo jakieś utrzymanie ruchu jeżeli macie takowe.
Pozdrawiam
Mechan
Mechan
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
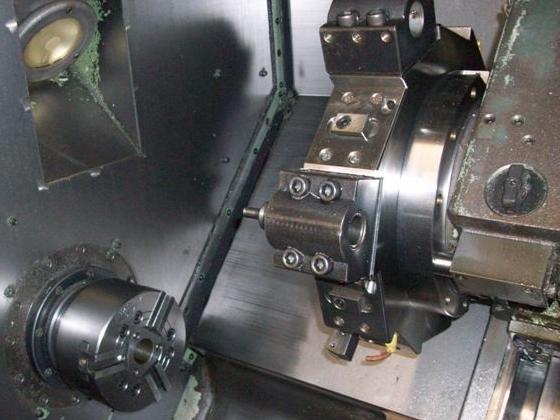
nnic nie szlifuj... masz centralny trzpien na ktorym siada tarcza? Jest on na samym srodku osi.. a na podziałowce powinnienes miec srubami ta tarcze przykreconą luzujac te sruby mozes delikanie okrecic wkol wlasnej osi tarcze przesunac na boki sie nie da... przynajmniej u mnie tak jest i u ciebie powinno byc podobnie... zrob zdjecie od lewej strony
-
Endrju76
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 351
- Rejestracja: 30 wrz 2008, 21:17
- Lokalizacja: Śląsk
Głowica może się przestawić w swojej osi. Tak jak sugeruje kolega malpa500000. Mieliśmy podobny problem i regulowaliśmy właśnie w ten sposób. Można sobie pomóc w pomiarach czujnikiem mocując w szczękach np pręt fi 10 i taki sam w uchwycie głowicy przy jednym położeniu czujnika tu i tu powinno być zero.
Endrju
Zaznacz "POMÓGŁ" - to nie boli
Zaznacz "POMÓGŁ" - to nie boli
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Oprócz nieosiowości osi wiertła z osią wrzeciona tokarki miewam przy wierceniu egzotycznych materiałów "rozbite" otwory przy wierceniu bez nawiercania. Pomimo tego, że w katalogach często podana jest informacja bez nawiercania, to z praktyki zawsze nawiercam odpowiednim nawiertakiem, to pomaga nawet przy lekkiej nieosiowości. Najlepiej jak nawiertak ma ten sam kąt lub większy niż wiertło, to (wiertło) trochę dłużej popracuje. Podobnie to działa z wiertłami na wymienne płytki, tyle, że trzeba zrobić kawałek otworu a najczęściej wtedy rozbity otwór nie ma znaczenia, bo w takich przypadkach i tak trzeba sporo materiału później wytaczać nożem.
Niestety, jak masz duże bicie, to nawiercanie niewiele pomoże.
Niestety, jak masz duże bicie, to nawiercanie niewiele pomoże.






