



Hartowanie stali
-
wt
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 426
- Rejestracja: 20 gru 2008, 20:52
- Lokalizacja: Warszawa
Odpuszczanie jest bardzo ważne, dlatego urządzenia sterujące powinny być sprawne. Jeśli tylko jest taka możliwość to warto nagrzewać do hartowania w soli, a nagrzewać w sposób mało kosztowny. Ważny jest sposób ładowania pieca. Do rozważenia jest również nawęglanie, w soli drogie, w gazie wymaga instalacji, w proszku tradycyjne.
Tagi:

-
 bujaka
bujaka
- Stały bywalec (min. 70)
")
- Posty w temacie: 3
- Posty: 76
- Rejestracja: 19 sty 2009, 22:40
- Lokalizacja: Kraków
Olej prawie zawsze się na powierzchni zapala przy zanurzaniu nagrzanego elementu, trwa to morze sekundę, poruszam hartowanym elementem żeby chłodzenie było równomierne i szybsze. W profesjonalnych wannach jest zawsze jakiś system mieszający.Myślę że wannę hartownicza można spokojnie zrobić samemu, widziałem kiedyś taką samoróbkę gdzie dodatkowo zewnętrzny płaszcz miał chłodzenie wodne, jak olej osiągną za dyza temp. to można było włączyć chłodzenie, (jakby olej osiągną temp. zapłonu w całej objętości to byłoby nieciekawie). Co do ośrodka chłodzącego emulsja oleju w wodzie to chyba nie jest za dobry pomysł, bo taka miszanka ma inną charakterystykę chłodzenia niż olej,
już lepiej chyba kupić koncentrat polimeru hartowniczego który się rozpuszcza w wodzie i w zależności od stężenia można uzyskiwać różne charakterystyki chłodzenia. Czasem jak się ulepsza cieplnie np. C35 to potrzeba nawet wanny ze zwykłą wodą bo krytyczna szybkość chłodzenia dla tej stali jest ,,duża'' i z oleju może ,,nie wychodzić''. Polecam Poradnik Inżyniera ,,Obróbka cieplna stopów żelaza'' jest w nim dużo przydatnej wiedzy, tabelek itd.
już lepiej chyba kupić koncentrat polimeru hartowniczego który się rozpuszcza w wodzie i w zależności od stężenia można uzyskiwać różne charakterystyki chłodzenia. Czasem jak się ulepsza cieplnie np. C35 to potrzeba nawet wanny ze zwykłą wodą bo krytyczna szybkość chłodzenia dla tej stali jest ,,duża'' i z oleju może ,,nie wychodzić''. Polecam Poradnik Inżyniera ,,Obróbka cieplna stopów żelaza'' jest w nim dużo przydatnej wiedzy, tabelek itd.
-
melonmelon
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 6
- Posty: 601
- Rejestracja: 16 wrz 2010, 11:58
- Lokalizacja: świete miasto
wszystko jest ważne
i nagrzewanie do hartowania, z przystankami lub bez (jak przystanki to i czasem więcej piecyków potrza)
czasem wyżarzanie przed hartowaniem
ważne jest by detalu nie odwęglić
nie zatruć się solami (kto ci da teraz pozwolenie na zakład z solami stopionymi), nie wybuchnąć od soli, nie pomieszać różnych soli
dobrać medium chłodzące
planujesz dużo detali hartować, skoro kcesz chłodzić olej, temperatura zapłonu oleju (mamy dwie różne temperatury) to kole 200 st. C, czyli cza tego dużo chłodzić, w sumie olej to najczęściej się podgrzewa (najpopularniejszy OH70 ma być podgrzany do 70 st. C przed użyciem)
skoro planujesz olej, to trzeba opracować mycie po oleju (rozpuszczalniki, zasada, ultradźwięk?)
odpuszczanie też ważne jest
twardościomierz przeglądany często, z papierkami, jakieś wzorniki twardości
piloty do sprawdzania
atmosfery fajna rzecz, ino cza sie pilnować by nie wybuchnąć
itd, itd
powodzenia życzę i kibicuję
pozdro
czasem wyżarzanie przed hartowaniem
ważne jest by detalu nie odwęglić
nie zatruć się solami (kto ci da teraz pozwolenie na zakład z solami stopionymi), nie wybuchnąć od soli, nie pomieszać różnych soli
dobrać medium chłodzące
planujesz dużo detali hartować, skoro kcesz chłodzić olej, temperatura zapłonu oleju (mamy dwie różne temperatury) to kole 200 st. C, czyli cza tego dużo chłodzić, w sumie olej to najczęściej się podgrzewa (najpopularniejszy OH70 ma być podgrzany do 70 st. C przed użyciem)
skoro planujesz olej, to trzeba opracować mycie po oleju (rozpuszczalniki, zasada, ultradźwięk?)
odpuszczanie też ważne jest
twardościomierz przeglądany często, z papierkami, jakieś wzorniki twardości
piloty do sprawdzania
atmosfery fajna rzecz, ino cza sie pilnować by nie wybuchnąć
itd, itd
powodzenia życzę i kibicuję
pozdro
-
TOM/
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 20 sty 2013, 07:51
- Lokalizacja: Szczecin:)
Hartowanie
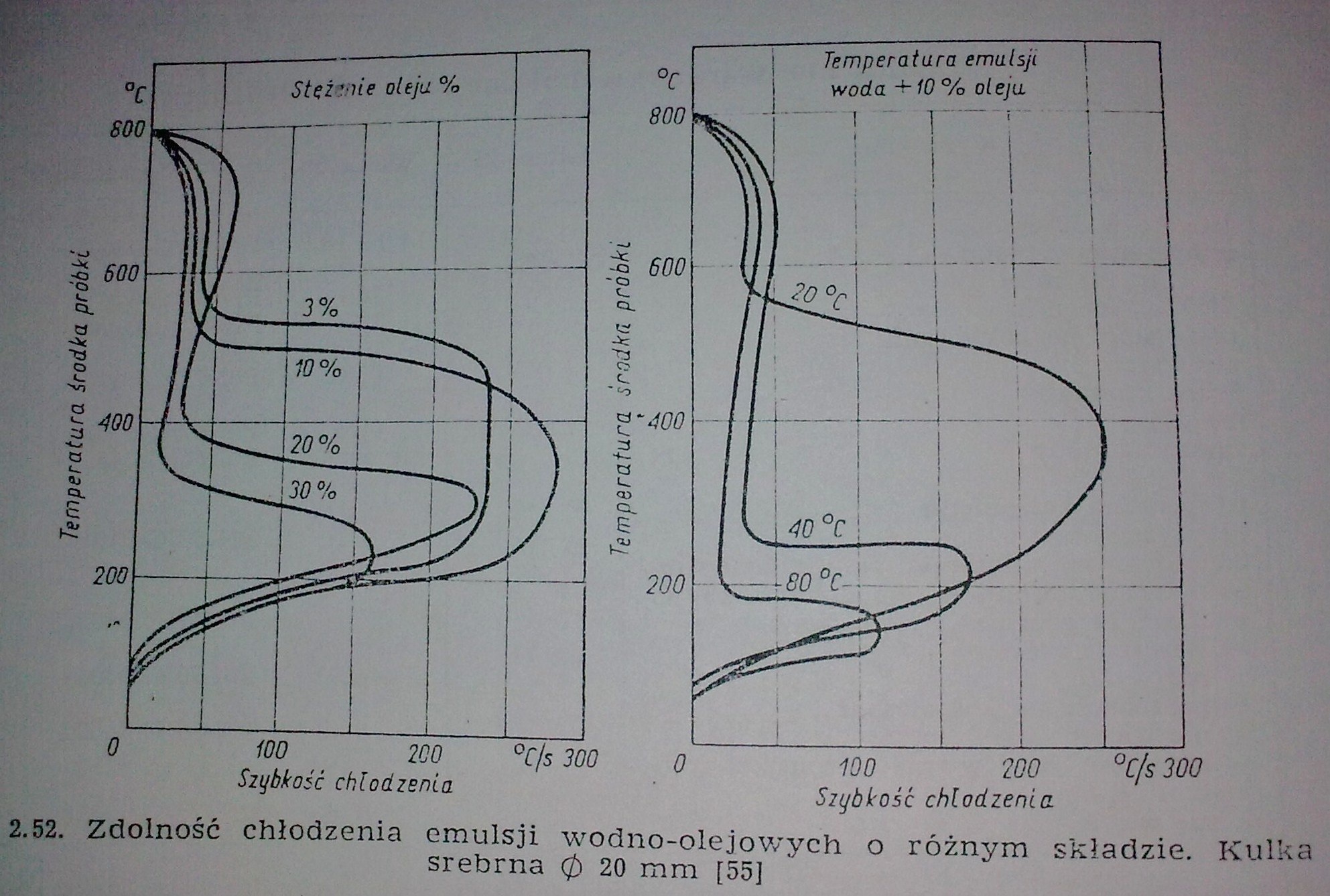
Emulsje wody z olejem uzywam właśnie żeby nie było zapłonu oleju, ma co prawda troszkę gorsze właściwości bo ochładza ok 70 st C na s a nie jak w samym oleju ok 130 st C na s ale ważne że mi się plecy nie zapalą:)... zastanawiam się właśnie nad tym obiegiem zew. wody do chłodzenia oleju..
Macie może informacje czy takie hartowanie wychodzą na swoje i jak wachają się ceny. Jest napisane,że np do 20 kg wsadu stała opłata 140 zł(gdzieś tam w Warszawie), lub 1,20 za 1kg łożyskdo pracy na gorąco, 5-9 zł za 1kg matryc do pracy na g..
Macie może informacje czy takie hartowanie wychodzą na swoje i jak wachają się ceny. Jest napisane,że np do 20 kg wsadu stała opłata 140 zł(gdzieś tam w Warszawie), lub 1,20 za 1kg łożyskdo pracy na gorąco, 5-9 zł za 1kg matryc do pracy na g..
")
-
melonmelon
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 6
- Posty: 601
- Rejestracja: 16 wrz 2010, 11:58
- Lokalizacja: świete miasto
tom/ szukałeś
jaką charakterystykę chłodzenia ma emulsja wodno/olejowa?
puki masz małe detale, nieskomplikowane, oki
ale na czymś większym, z podcięciami się możesz przejechać
pozdro
puki masz małe detale, nieskomplikowane, oki
ale na czymś większym, z podcięciami się możesz przejechać
pozdro
-
TOM/
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 11
- Posty: 11
- Rejestracja: 20 sty 2013, 07:51
- Lokalizacja: Szczecin:)
Hartowanie
emulsja wody z olejem 70 st C na sec. Ale chyba jednak wezmę olej hartowniczy(130 stC na sec) ale z chłodzeniem zewn wody. Zastanawiam się tylko jaki wybrać, o jakim przedziale temp pracy
-
bujaka
- Stały bywalec (min. 70)
- Posty w temacie: 3
- Posty: 76
- Rejestracja: 19 sty 2009, 22:40
- Lokalizacja: Kraków
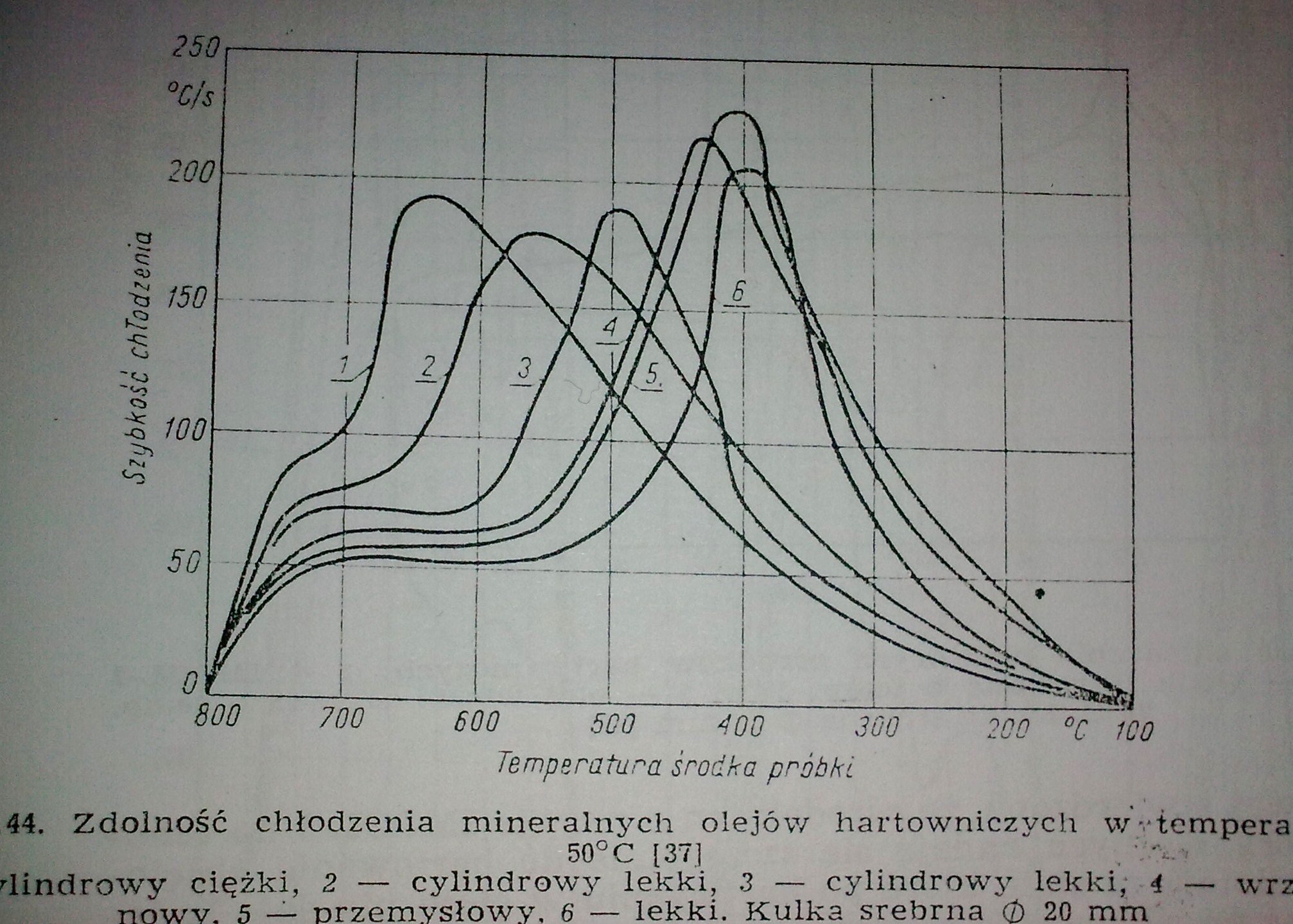
bardziej chyba chodzi o charakterystykę chłodzenia w danej temp. tzn olej szybciej chłodzi górnym zakresie a wolniej w dolnym zakresie, jest to korzystne (patrząc na wykres CTPc np.
 ) unikamy (albo można by rzec uciekamy od) wpadnięcia w zakres przemiany perlitycznej (szybsze chlodzenie). Wolniejsze chłodzenie w niższym zakresie (pole przemiany martenzytycznej na wykresie) zapobiega też powstawaniu pęknięć hartowniczych. Tak nawiasem mówiąc ostatnio miałem przygodę przy hartowaniu noża ,,kuchennego''zrobionego z NC10 chłodziłem go w ciepłej wodzie z mydłem i popękał w kilku miejscach, tak że czasem lepiej nie kombinować
) unikamy (albo można by rzec uciekamy od) wpadnięcia w zakres przemiany perlitycznej (szybsze chlodzenie). Wolniejsze chłodzenie w niższym zakresie (pole przemiany martenzytycznej na wykresie) zapobiega też powstawaniu pęknięć hartowniczych. Tak nawiasem mówiąc ostatnio miałem przygodę przy hartowaniu noża ,,kuchennego''zrobionego z NC10 chłodziłem go w ciepłej wodzie z mydłem i popękał w kilku miejscach, tak że czasem lepiej nie kombinować -
melonmelon
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 6
- Posty: 601
- Rejestracja: 16 wrz 2010, 11:58
- Lokalizacja: świete miasto
czymam kciuki
jak bedziesz wybierał
jeśli chodzi o emulsję woda/olej wybrałeś najgorsze chłodziwo hartownicze
pozdro
jeśli chodzi o emulsję woda/olej wybrałeś najgorsze chłodziwo hartownicze
pozdro






