#7
Post
napisał: jasiu... » 02 gru 2018, 16:11
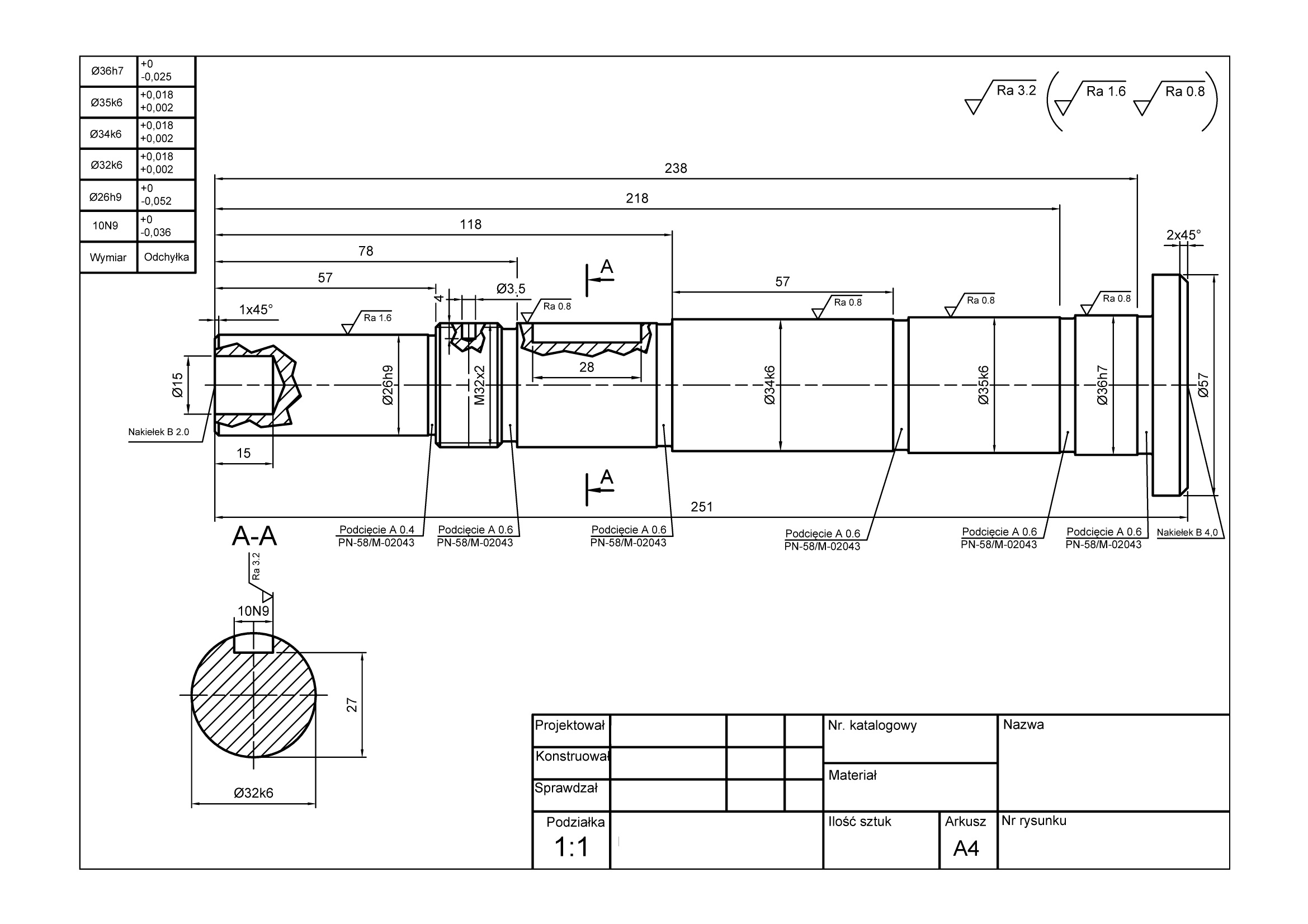
Uciąć materiał 7 mm dłuższy. Wtedy masz możliwość za 5 mm chwycić w szczękach hartowanych, z drugiej strony podeprzeć nakiełkiem i całość wytoczyć. Po obróceniu naddatek, za który trzymaliśmy (te 7 mm) trzeba splanować. Jeśli to tokarka konwencjonalna, to można przyjąć, że wrzeciono ma prześwit. I z dużym prawdopodobieństwem wszystkie średnice wytoczone w ten prześwit wejdą, dlatego chwytasz w podtoczonych, miękkich szczękach za średnicę 35, albo 36 (jak chcesz) i planujesz tarczę o średnicy 57 mm, na wymiar, którego nie ma na rysunku (grubość tej tarczki). Na końcu oczywiście drugi nakiełek do szlifowania, bo wymiary tolerowane proszą się o szlifowanie.
Inna rzecz mnie nurtuje. Z jednej strony pisze nakiełek b2.0 a tam narysowana dziura Φ 15, to jak to jest?






")

")