Dzieki za odpowiedz, ale mi chodzi o karte technologiczna i opisanie nazw operacji, czyli np.
1. Toczenie zgrubne powierzchni zewnetrznej, planowanie powierzchni czolowej, wykonanie otworu
2. Planowanie powierzchni czolowej, toczenie zgrubne powierzchni zewnetrznej
3. Toczenie ksztaltujace i wykanczajace powierzchni zewnetrznej
4. Przeciaganie rowków wielowypustu
5. Kontrola jakosci
Mam juz jakis tam plan w glowie, ale nie mam podstawowej wiedzy na temat procesow technologicznych. Np. nie wiem czy mozna planowac powierzchnie czolowa, ktora ma "okna" i wyciecia. Jezeli ktos z Was moglby dac jakies wskazowki jak obrobic taki element mechanicznie to bylbym wdzieczny.
Pozdrawiam.
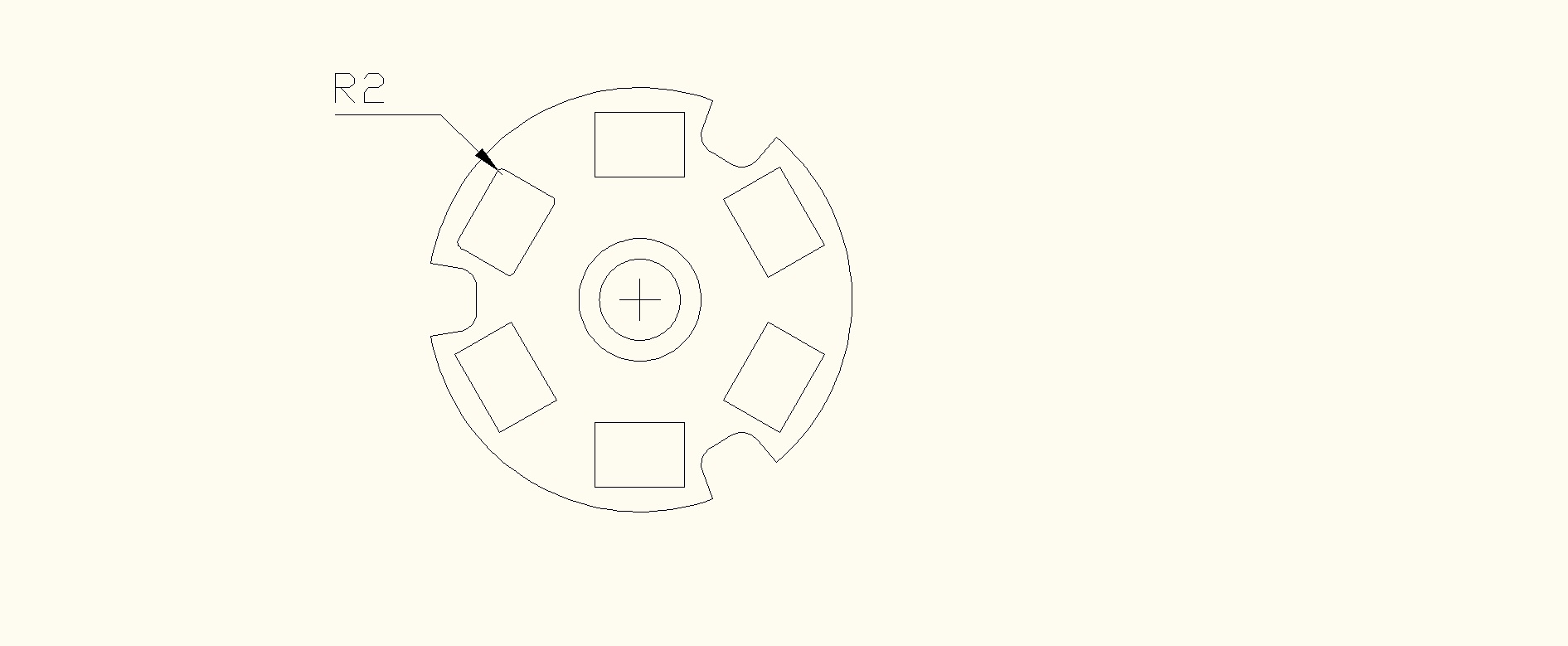
WZÓR - niestety, wszystkie. Odlew jest wykonany tak jak na rysunku (oczywiscie bez wielowypustu - jest sam otwor). Jest to bardzo wazna czesc jezeli chodzi o tarcze sprzegla, dlatego powierzchnie zewnetrzne i czolowe musza byc wykonane dokladnie (minimum Ra2,5). "Okna" i wyciecia najprawdopodobniej beda obrabiane frezarka CNC, lecz to akurat sa ostatnie operacje obrobki...
[ Dodano: 2012-05-26, 16:01 ]
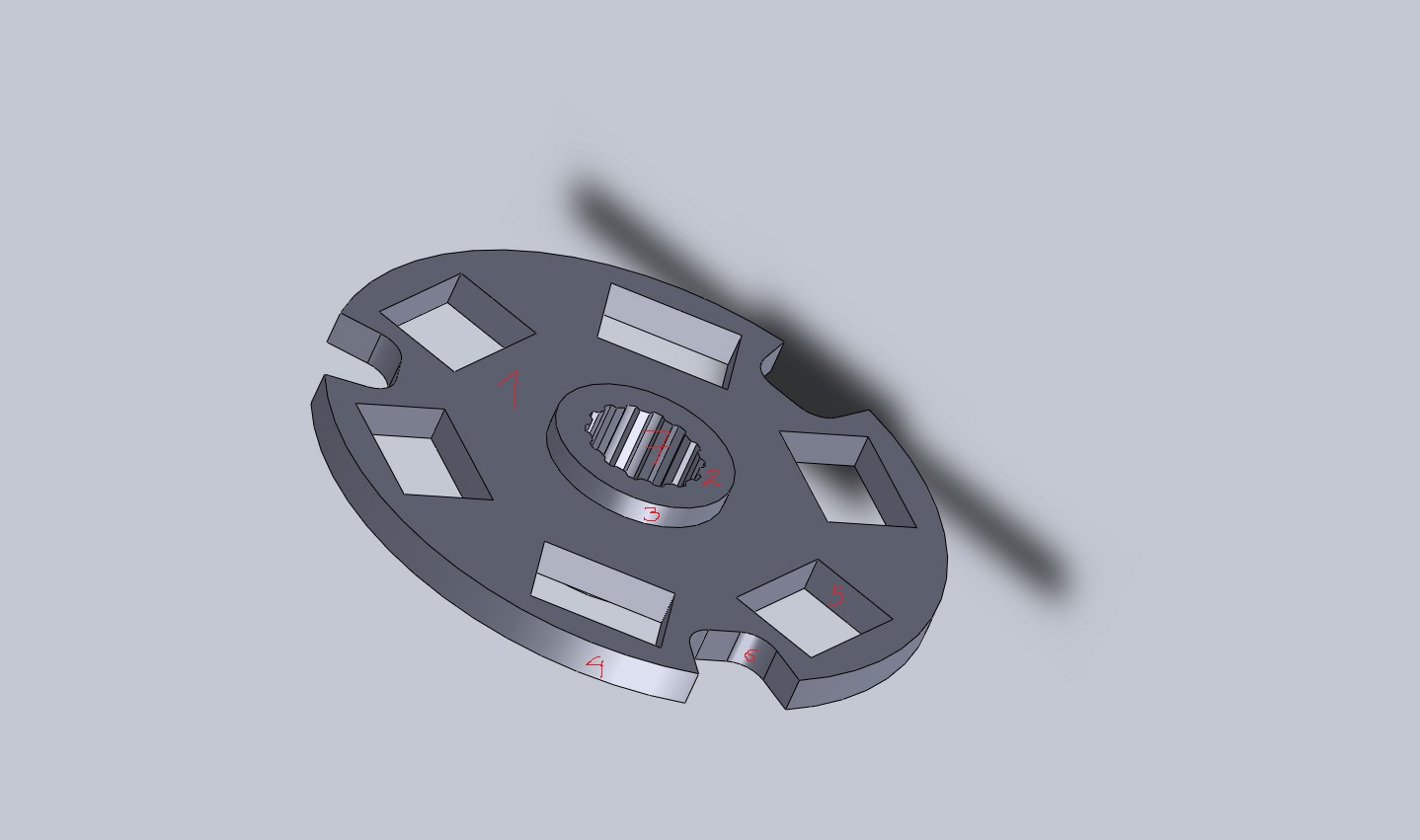
Dodaje zalacznik - zaraz go opisze.
 [ Dodano: 2012-05-26, 16:04 ]
[ Dodano: 2012-05-26, 16:04 ]
1 - powierzchnia czolowa "tarczy"
2 - powierzchnia czolowa "tulei"
3 - powierzchnia zewnetrzna "tulei"
4 - powierzchnia zewnetrzna "tarczy"
5 - "okno" (tutaj zapewne frezarka CNC bedzie potrzebna)
6 - wciecia (tak jak wyzej - frezarka CNC)
7 - otwor, ktory musi zostac rozwiercony zgrubnie, wykanczajaco, a pozniej musi zostac przeciagniety, aby powstal wielowypust
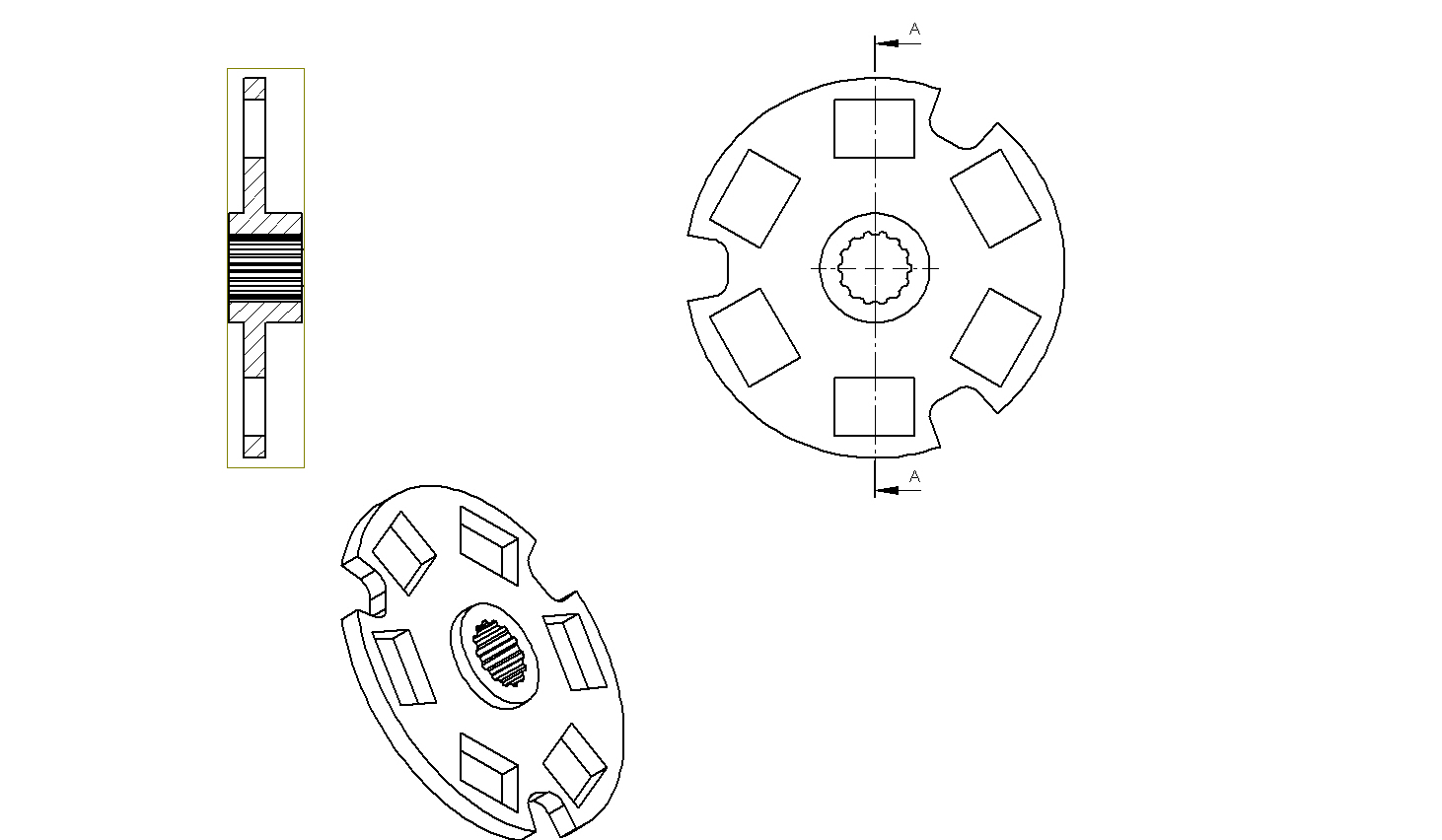
To jest jedna strona. Druga strona jest identyczna, tylko "tuleja" jest troszke dluzsza (tak jak na rysunku 2D).
Z gory dzieki za odpowiedzi.
Pozdrawiam.




")



")
")