



Witam
Dostałem do wykonania pewien uchwyt, problem w tym że materiał jest nieznanego pochodzenia.
Płyta stalowa grubości 15mm, lekko podrdzewiała powierzchnia.
Materiał sztywny i bardzo twardy.
Póki co potrzebuję to splanowac z obu stron, przygotowując sobie półfabrykat.
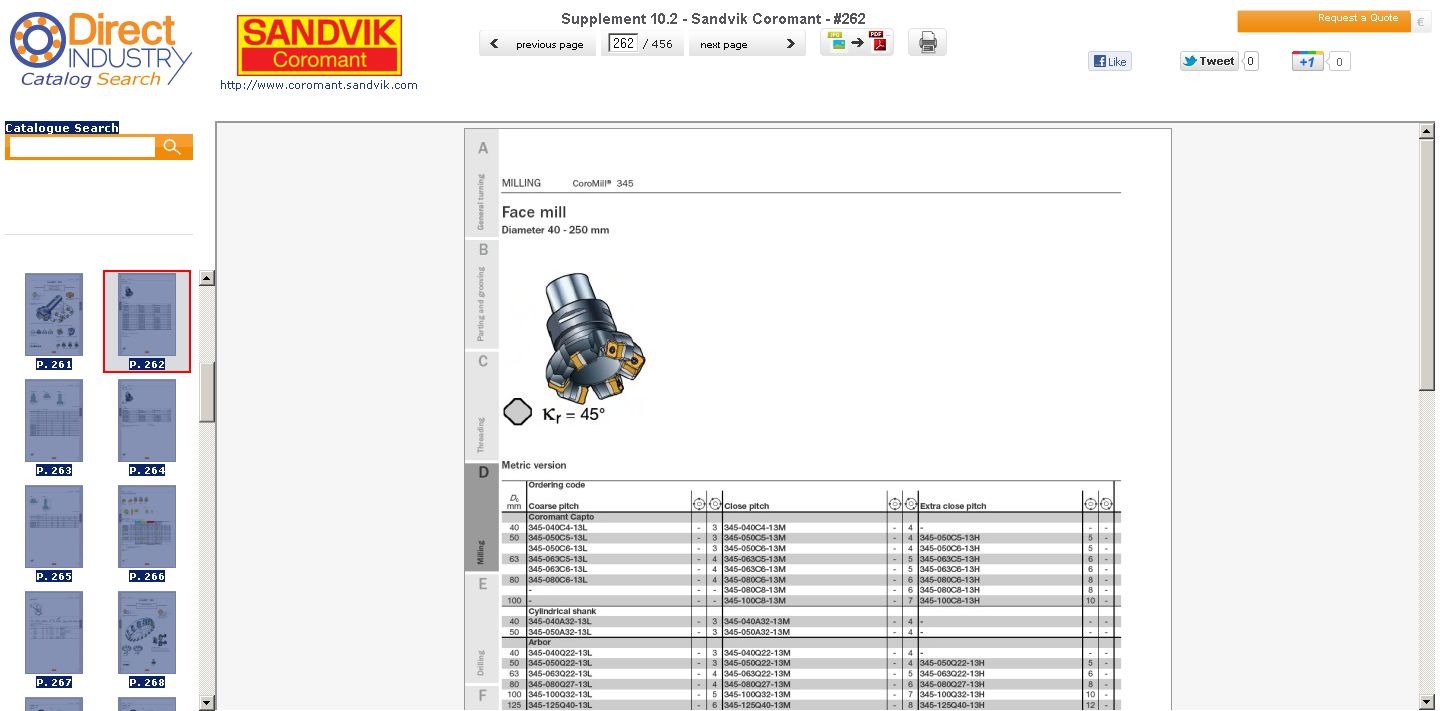
Obróbka na maszynie /DMG/ DMC 635 , głowicą /Sandvik/ ø63 345-063Q22-13M 259147 z 5 płytkami /345R-1305_/, obróbka z chłodziwem.
Jaki dobrac posuw na ząb, przy zagłębieniu 1mm???
Przepraszam za może banalne dla wielu z Was pytanie, jednak poprzednio pracowałem z frezarką Kimli pracując w twardych piankach modelarskich a teraz się musiałem przesiąśc.
Dziękuję za ewentualne odpowiuedzi.
pozdrawiam
Parametry obróbki dla nieznanego materiału??? Proszę o porad


-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
To podstawa, jeżeli nie masz twardościomierza, to spróbuj czy chociaż ostry pilnik bierze. Jeżeli bierze, to możesz jechać z nieco urealnionymi parametrami nominalnymi (50-80%Vc, F~100%, warstwa skrawana ap - w zależności od solidności i masywności frezarki, Eco DMG są raczej delikatne) - weź je z katalogu Sndvika. Tak bez patrzenia na katalog to możesz zacząć z "ostrożnymi parametrami" jak ci radził Zibi.zibi pisze:Może najpierw sprawdzisz twardość.
Czyli Vc 150m/min, dla fi63 to ~800 obr/min, posuw 0,2/ząb czyli 800-1000mm/min., głębokość skrawania ap 0,5mm. Dalej musisz słuchać co się dzieje, jeżeli stal jest twarda >50 HRc to musisz zmienić płytki, nie patrzyłem w katalogu na temat twoich płytek. Generalnie im twardsza stal, tym mniejsze obroty i mniejsza głębokość skrawania.
-
senso
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 4
- Posty: 68
- Rejestracja: 03 kwie 2011, 13:35
- Lokalizacja: Kluczbork/Rzeszów
Dzięki za podpowiedzi
Póki co zacząłem delikatnie planować płytę z zagłębieniem ap=0.2mm przy braniu na ząb fz=0.1mm, obroty 1000. Wpadała w delikatne wibracje, ale wydaje mi się, że to raczej kwestia montażu bo póki co czekamy na oprzyrządowanie,w tym i śruby i łapy do przytwierdzenia płyty do stołu bez chłodziwa czasami zaiskrzyło...ale to głównie na krańcach gdzie materiał był cięty palnikiem plazmowym.
bez chłodziwa czasami zaiskrzyło...ale to głównie na krańcach gdzie materiał był cięty palnikiem plazmowym.
Ostrzy nie mogę wymienić bo jeszcze nie przyszło zamówienie hehe.
Ogólnie porażka- trzeba frezować a narzędzi brak.
pozdrawiam
Póki co zacząłem delikatnie planować płytę z zagłębieniem ap=0.2mm przy braniu na ząb fz=0.1mm, obroty 1000. Wpadała w delikatne wibracje, ale wydaje mi się, że to raczej kwestia montażu bo póki co czekamy na oprzyrządowanie,w tym i śruby i łapy do przytwierdzenia płyty do stołu
Ostrzy nie mogę wymienić bo jeszcze nie przyszło zamówienie hehe.
Ogólnie porażka- trzeba frezować a narzędzi brak.
pozdrawiam

")
-
zibi
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1280
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Niektóre płytki są czułe na " szok termiczny" , który funduje im grzanie podczas skrawania i chłodzenie gdy ząb jest poza materiałem. Taka praca udarowa zęba i dodatkowo rozgrzewanie i chłodzenie kilkaset razy na minutę ujemnie wpływa na żywotność płytek. Lepiej nie chłodzić i pozwolić żeby płytki rozgrzały się nawet do wysokiej temp, co bez problemu wytrzymają one i ich pokrycie.
-
senso
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 68
- Rejestracja: 03 kwie 2011, 13:35
- Lokalizacja: Kluczbork/Rzeszów
Witam
Dzięki za wytłumaczenie.
Przy pracy w nienajlżejszych co prawda piankach 1.8kg/dm³ nie używaliśmy żadnych emulsji.Nie było problemów z tak wysokimi temperaturami, frez co prawda był gorący, kropla wody rzucona na trzon odparowywała w mgnieniu oka jednak to wyłącznie przy frezowaniu głębokich otworów w półfabrykacie, gdy trzon freza zaczynał przycierać o krawędź.
Jednal hałas przy obróbce pianek był zdecydowanie duzo wyższy, pewnie przez sposób montażu, gdzie model za pomocą sztabek przytwierdzano do płyty wiórowej 21mm osadzonej na blacie maszyny.Powstawały wibracje, bez stoperów, czasami i dodatkowo słuchawek nie można było wytrzymać.Póki co podczas frezowania stali, hałas jest duużo mniejszy.
Sporo muszę się jeszcze nauczyć, zwłaszcza metod obróbki, dobierania właściwych parametrów, pojąć wszystkie te różnice wynikające z odmienności materiałów...pianka-stal.
dziękuję za wyjaśnienie
pozdrawiam
Dzięki za wytłumaczenie.
Przy pracy w nienajlżejszych co prawda piankach 1.8kg/dm³ nie używaliśmy żadnych emulsji.Nie było problemów z tak wysokimi temperaturami, frez co prawda był gorący, kropla wody rzucona na trzon odparowywała w mgnieniu oka jednak to wyłącznie przy frezowaniu głębokich otworów w półfabrykacie, gdy trzon freza zaczynał przycierać o krawędź.
Jednal hałas przy obróbce pianek był zdecydowanie duzo wyższy, pewnie przez sposób montażu, gdzie model za pomocą sztabek przytwierdzano do płyty wiórowej 21mm osadzonej na blacie maszyny.Powstawały wibracje, bez stoperów, czasami i dodatkowo słuchawek nie można było wytrzymać.Póki co podczas frezowania stali, hałas jest duużo mniejszy.
Sporo muszę się jeszcze nauczyć, zwłaszcza metod obróbki, dobierania właściwych parametrów, pojąć wszystkie te różnice wynikające z odmienności materiałów...pianka-stal.
dziękuję za wyjaśnienie
pozdrawiam






