Narost na frezie grawerskim
: 02 sty 2012, 22:46
Witam, dopiero zaczynam zabawy z obróbką różnych materiałów, dzisiaj na stół poszło aluminium (gatunek niewiadomy, zakupione jako płaskowniki w Castoramie), frezowałem na nim frezem grawerskim o kącie 60st pewien motyw. Po skończeniu obróbki (ok 10min) zauważyłem że na ostrzu jest narost, nieduży co prawda ale był. Wyczytałem że narost powstaje najczęściej przy miękkich materiałach (AL jest), niskich prędkościach obrotowych i wysokich posuwach, być może źle dobrałem parametry? Oto one;
n=22000obr/min
f=0,2m/min
zaglębienie 0,2mm
Wszystko dobrane "na oko", mogłem płyciej nawet ale to próba, teraz pytanie co dobrałem źle? Może to wina tego że nie stosowałem chłodziwa? (czy przy takich operacjach trzeba je stosować?)
Dodam że frez przeżył i ma się dobrze - nie stępił się.
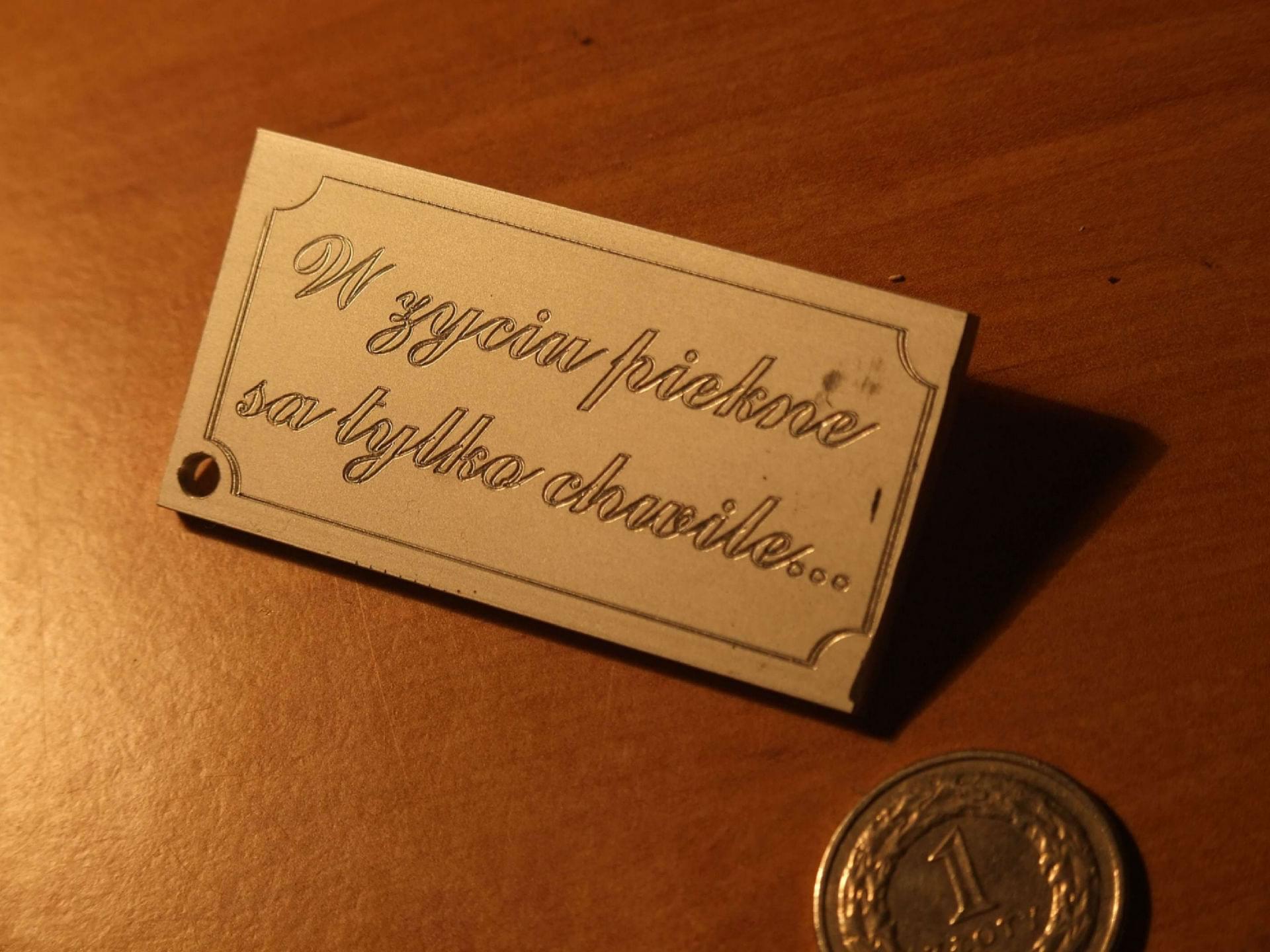
Poza tym krawędzie po obróbce były "postrzępione", widać to na załączonym zdjęciu.

n=22000obr/min
f=0,2m/min
zaglębienie 0,2mm
Wszystko dobrane "na oko", mogłem płyciej nawet ale to próba, teraz pytanie co dobrałem źle? Może to wina tego że nie stosowałem chłodziwa? (czy przy takich operacjach trzeba je stosować?)
Dodam że frez przeżył i ma się dobrze - nie stępił się.
Poza tym krawędzie po obróbce były "postrzępione", widać to na załączonym zdjęciu.