



")
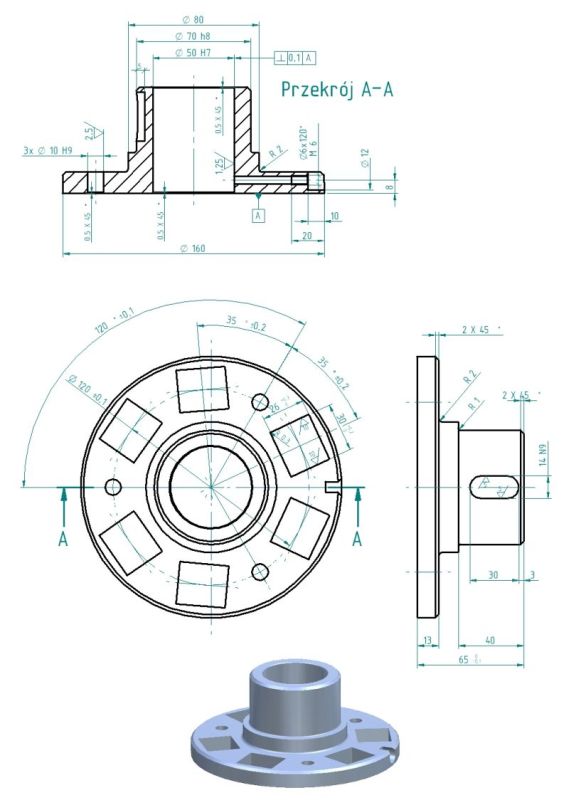
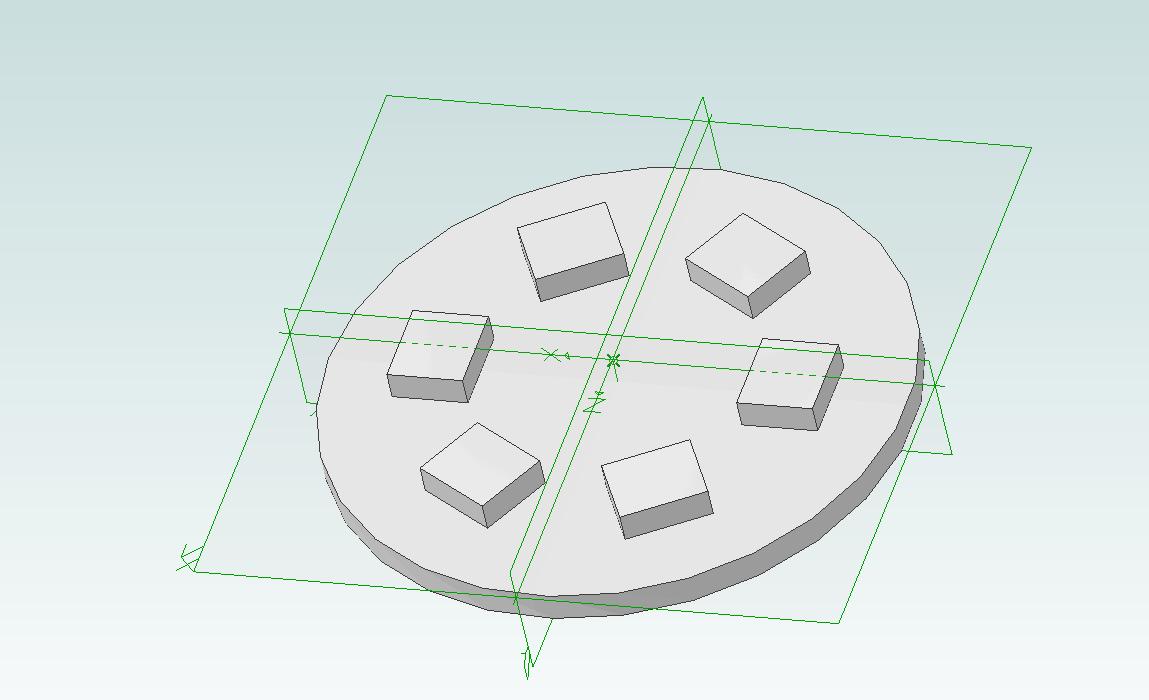
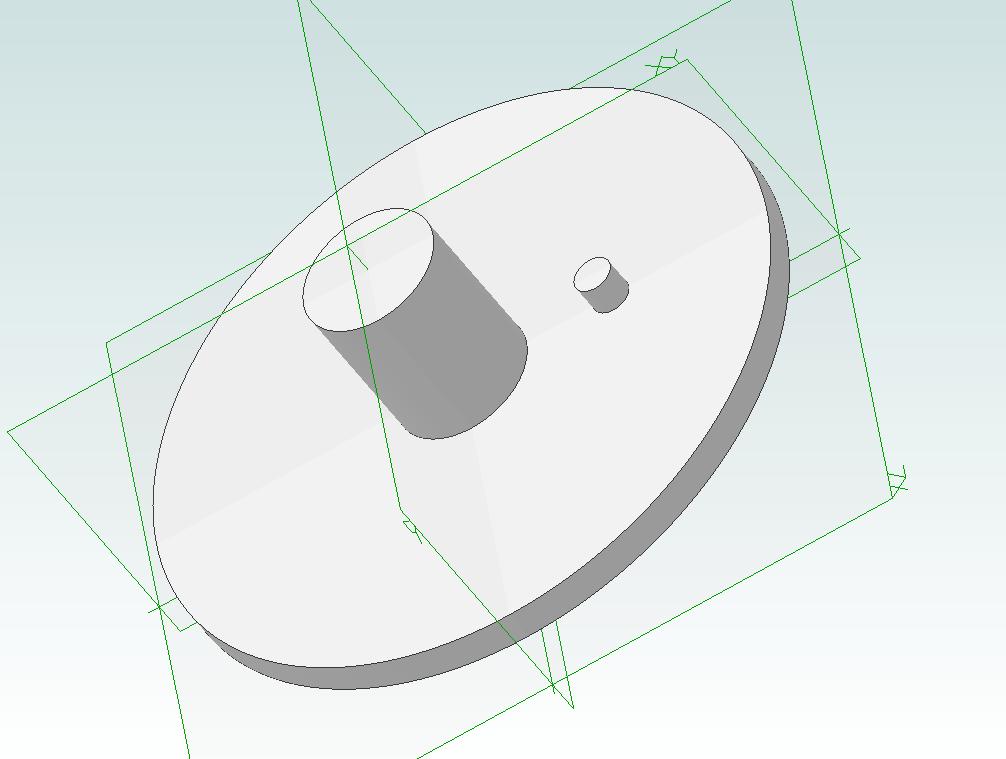
Jest to tarcza napędzająca sprzęgła.
Przedmiot wykonany na gotowo oprócz 3 otworów na czole, i 1 poprzecznego. W tym celu mocowanie w projektowanym uchwycie.
Bazowanie na otworze, docisk osiowy śrubą.
Pozostaje problem odebrania obrotu wzdłuż osi i jednoznacznego ustalenia przedmiotu.
Myślałem nad wykonaniem dodatkowego otworku na czole na kołek ustalający, co załatwiło by sprawę jednoznacznie. Drugą możliwością było by wykonanie 1 z 3 otworów na gotowo i bazowanie na nim.
Co sądzicie o tych rozwiązaniach, czy można wykorzystać w jakiś sposób rowek wpustowy zamiast dwóch powyższych rozwiązań?
Pozdrawiam



")
")






