Witam serdecznie.
Dzięki Panowie za odpowiedzi. Dodałem "pomógł" bo już dzięki Wam jestem trochę do przodu z moimi kombinacjami.
WZÓR pisze:A po obejrzeniu głowicy , dodatkowy mninusem jest jej geometria , tj . kąt pochylenia płytek.
Też to zauważyłem. Głowica którą chciałem zastosować (nie mam jej jeszcze) już mi się tak nie "podoba" jak wcześniej (z deczko za bardzo używana).
WZÓR pisze:skoczek - różnią się znacznie te głowice ? .... jest to info dość istotne.
Zaczynam się zastanawiać nad tą z linku allegro który przytoczyłem (jest tania, a nowa, więc idealna na "eksperymenty" z obróbką którą chcę przeprowadzić). Więc rodzi się pytanie - jest szansa że z płytkami pod takim kątem pójdzie ona w alu czy nie zawracać sobie nią głowy i szukać innej? Chłodziwo (a raczej płyn smarujący) mogę lać na detal, nie jest to problemem, choć frezując wcześniej ten detal małą głowicą z płytkami dedykowanymi do alu elegancko szło na sucho, a powierzchnia była jak lustro.
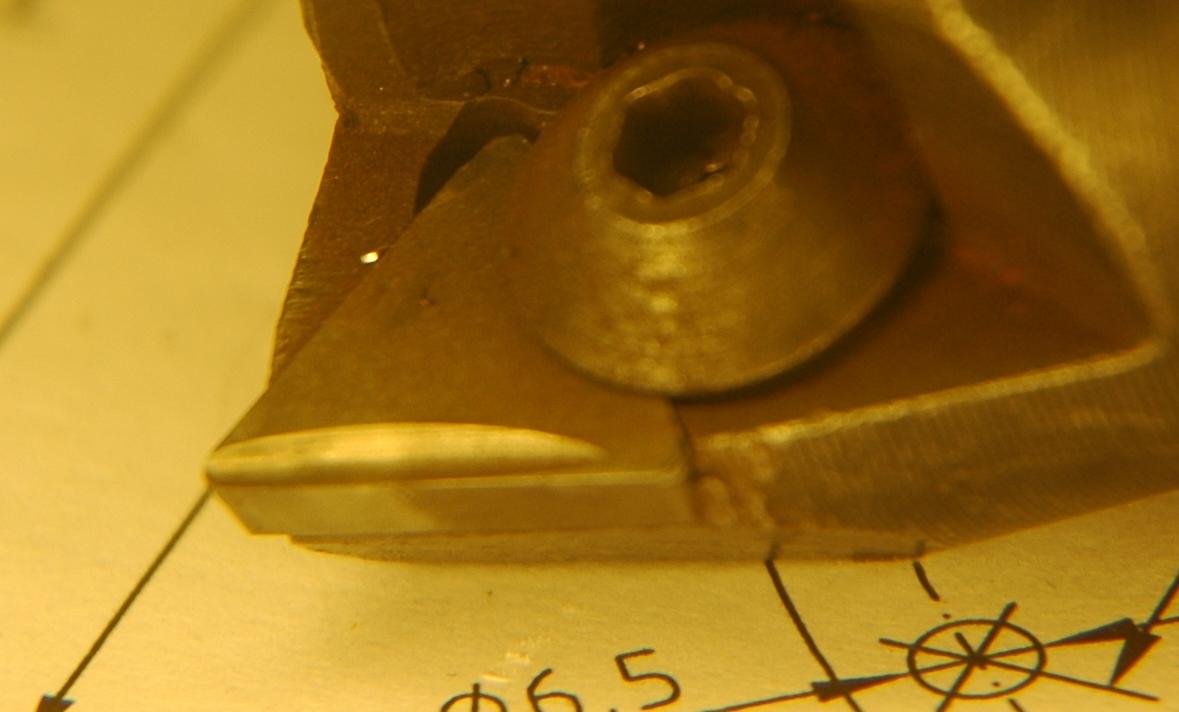
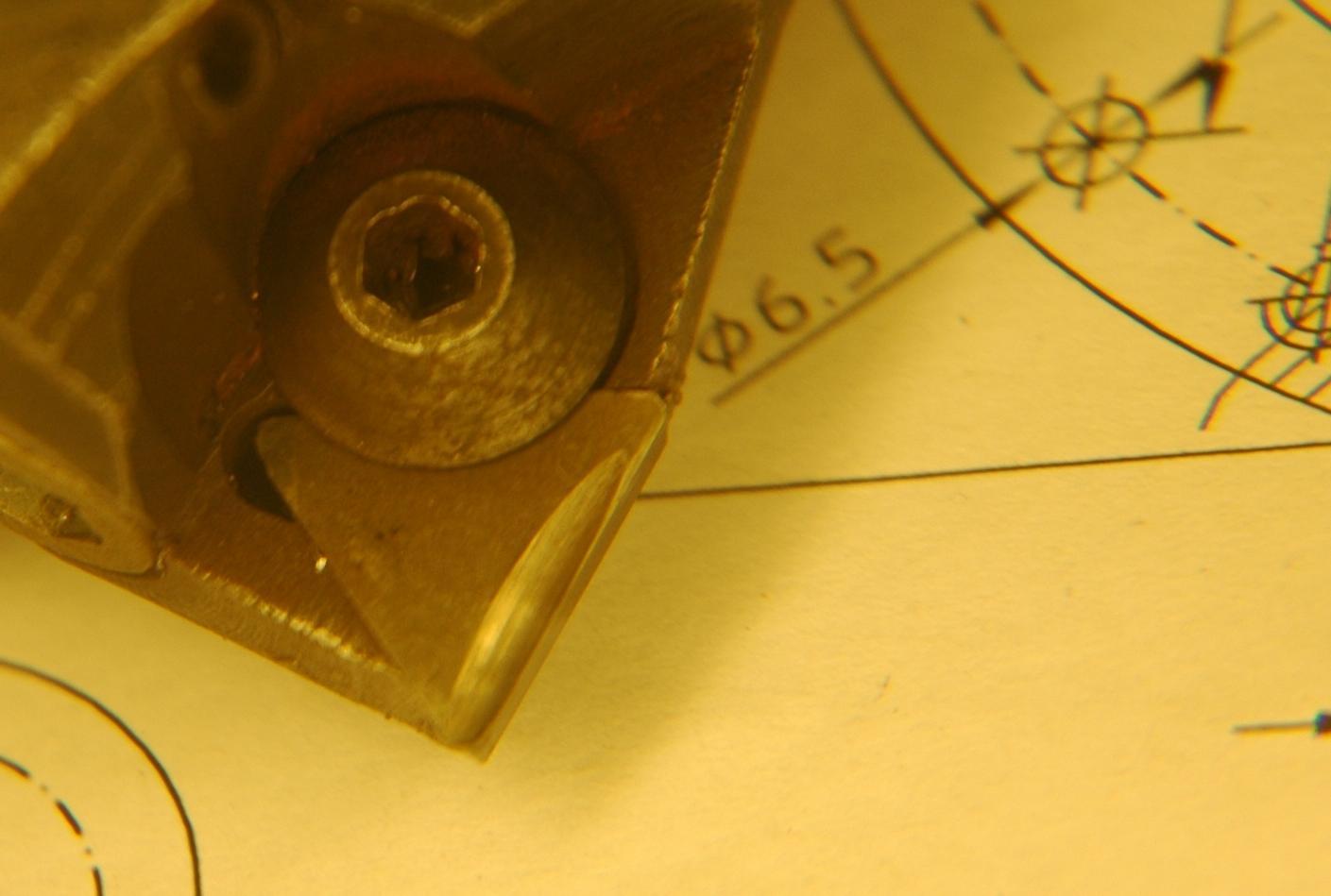
qqaz pisze:Frezowałem głowicą z TPUN i efekt był mizerny -"poprawiłem" ręcznie krawędź na "TPUR" z dość głebokim rowkiem i teraz cichutko, gładko, 3A mniej na silniku. A płytki po 2,5zł. Dodatkowe szlifowanie z ręki to moment.
O takie patenty mi chodziło, gdy zakładałem temat. Dzięki Kolego qqaz! Mi chodziło po głowie jakby tu przeszliwować na szlifierce do płaszczyzn (bo z reki to by był sadomasochizm) delikatnie powierzchnię natarcia tych kilkadziesięciu płytek, tak aby uzyskać ostrzejszą krawędź ale nic mądrego nie wymyśliłem.
Jeszcze się wstrzymam chwilowo, ale zaczynam się przekonywać do tego by zakupić głowicę z jakimiś tanimi płytkami, wyszlifować w płytkach łamacz wióra (tak jak wykombinował Kolega qqaz) i spróbować jak to idzie. Około 500zł mogę na takie testy przeznaczyć.
Jakie sensowne parametry byście widzieli dla takiej głowicy fi 250mm z 20 lub 24 płytkami (z ręcznie szlifowanym łamaczem)? Materiał dla przypomnienia to PA6. Maksymalna głębokość skrawania to 1.5mm. Dla tej średnicy i 510 obr/min prędkość skrawania wychodzi około 400 m/min. Chyba trochę mało, ale nie wiem na ile mogę sobie pozwolić, jeżeli chodzi o taką głowicę, tuningowane płytki i obróbkę alu.
Raz jeszcze dziękuję Wam wszystkim za pomoc i czekam na dalsze pomysły.
Pozdrawiam, skoczek.
Podstawą materialną narodu jest ziemia, przemysł i handel. Kto ziemię, przemysł i handel oddaje w ręce cudzoziemców, ten sprzedaje narodowość swoją, ten zdradza swój naród. - Hipolit Cegielski




")


")
")

")