Witam szanowne grono , pisze do was z tematem miękkich szczęk bo już mi brakuje pomysłów, mianowicie na tokarkach takamaz xw-130 obrabiamy rolki które są podawane przez robota , bo ma być 37s na cześć i kropka ♂️ ale mamy problem bo miękkie szczęki na pierwszej operacji nie wytrzymują więcej niż 500 sztuk już różne designy szczęki nic nie działa , część jest trzymana za średnicę wewnętrzna o wymiarach 24.6 mm. I szczęki przekroczone do tego wymiaru po prostu nie wytrzymują,zmienialiśmy już ciśnienie (najniższe możliwe ) i porostu brak pomysłów, może ktoś miał podobny problem ?
Re: Uchwyty tokarskie
: 22 lis 2024, 12:28
autor: rc36
Jeśli miękkie szczęki nie wytrzymują cokolwiek to znaczy to zatoczcie twarde szczęki, zapewne wytrzymają znacznie dłużej.
Re: Uchwyty tokarskie
: 22 lis 2024, 14:35
autor: jasiu...
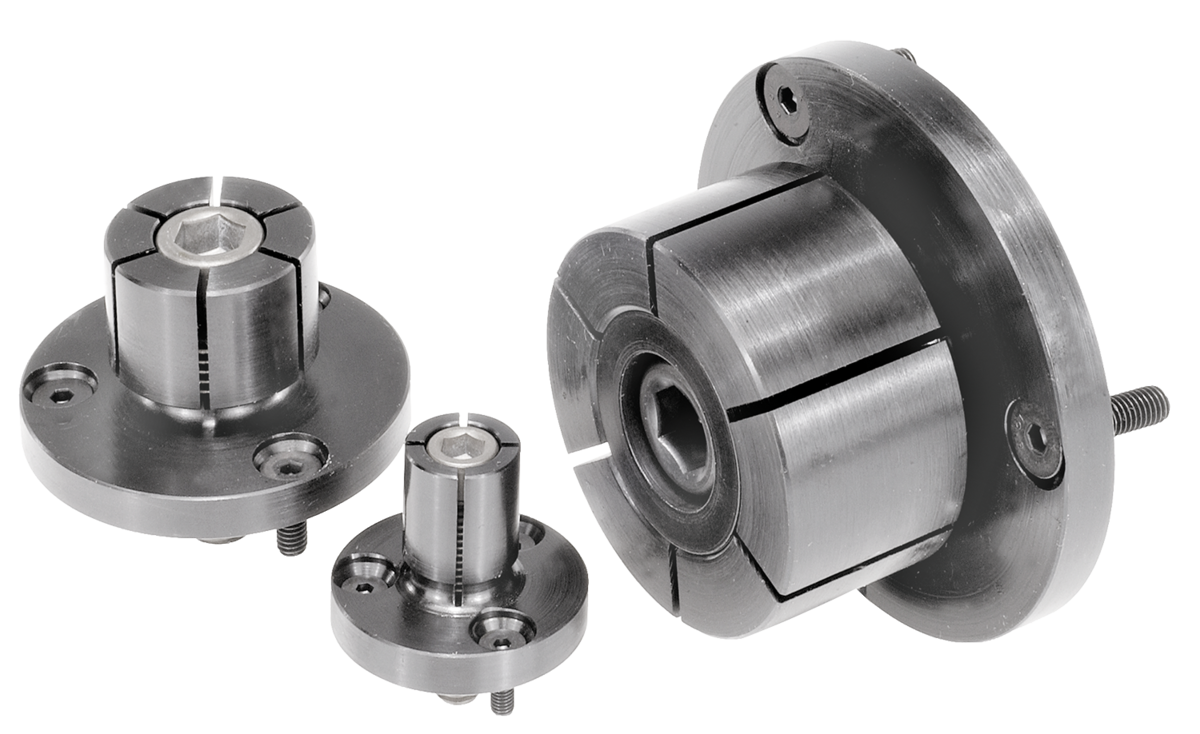
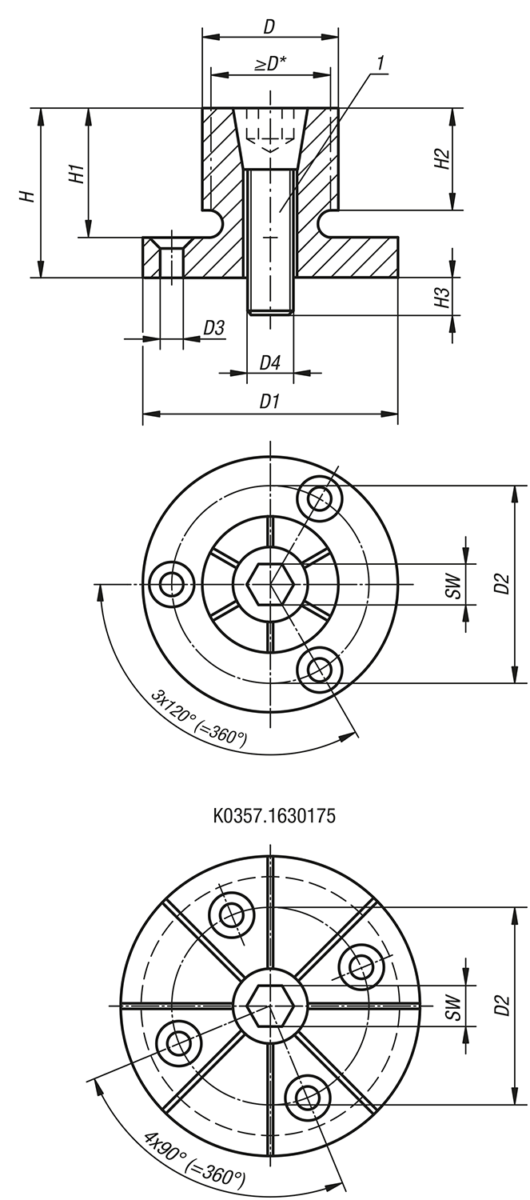
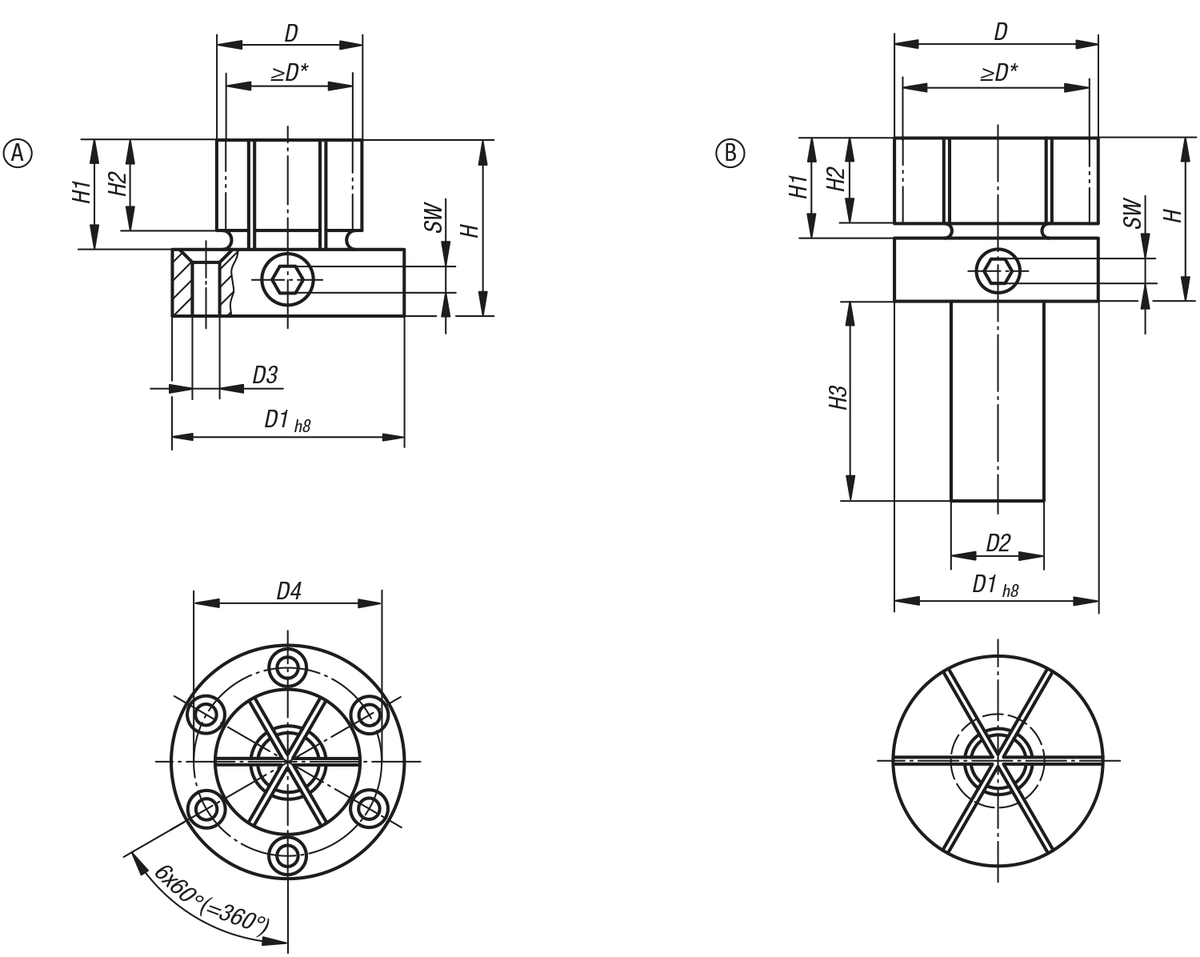
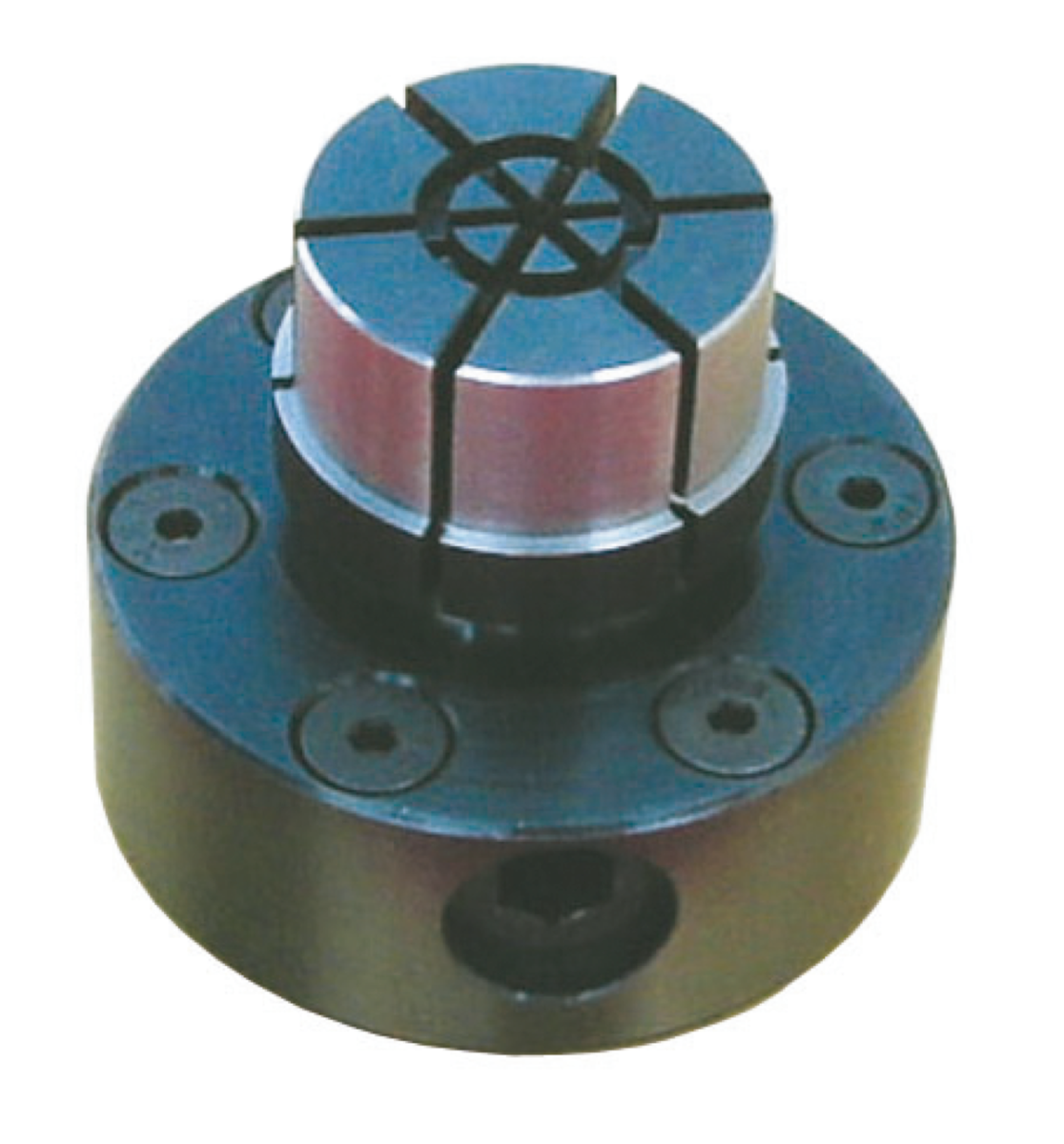
A czemu w szczękach? Nie da się jakiegoś trzpienia tam zastosować? Zauważ, że w maszynach zawsze masz w środku wrzeciona trzpień, który jak się wciąga, to zaciska szczęki, jeśli założony jest uchwyt. I ten trzpień mógłby zaciskać w jakiś sposób część na trzpieniu. Trochę jak masło maślane, ale myślę, że załapałeś o co mi chodzi. Choćby tak, jak działa tulejka rozprężna, tylko w drugą stronę (nie zaciskać otworu, ale rozprężać średnicę zewnętrzną. Przy tej ilości bardzo się będzie opłacić taki uchwyt zrobić.
tylko zamiast wkręcanej śruby ze stożkowym łbem - ciągadło ze stożkowym łbem przechodzące przez wrzeciono jeśli zaciskanie ma być zmechanizowane(pneumatyczne, hydrauliczne, czy dźwigniowe jak w TSA, TSB, itd). Albo ta śruba wkręcana w ciągadło jeśli tuleja nie ma gwintu.
Dziękuję Panowie za odpowiedzi, co do collet chuckow trzpieni rozprężnych, z tym rozwiązaniem jest problem taki że jakby było to ładowanie z ręki to rzeczywiście super rozwiązanie niestety te detale podaje robot a nie obrobione detale przychodzą do nas z chin i otwór jest +- 0.2mm ale to jeszcze było by by do przełkniecia ale jeszcze koncetrycznosc tego otwory do zewnętrznej średnicy jest różna a robot łapie za średnicę zewnątrz więc nie zawsze idealnie trafi w trzpień. A trzpienie rozprężne też nie mają powiedzmy 0.6mm zacisku czy rozwarcia z tego co się orientowałem. Niby banalna robota bo jest prosta ale takie niespodzianki na drodze
jakby było to ładowanie z ręki to rzeczywiście super rozwiązanie niestety te detale podaje robot a nie obrobione detale przychodzą do nas z chin i otwór jest +- 0.2mm ale to jeszcze było by by do przełkniecia ale jeszcze koncetrycznosc tego otwory do zewnętrznej średnicy jest różna a robot łapie za średnicę zewnątrz więc nie zawsze idealnie trafi w trzpień.
Więc może źródło problemu jest w chwytaku robota, który nie zawsze idealnie trafi ?
Re: Uchwyty tokarskie
: 25 lis 2024, 18:44
autor: RomanJ4
Bandito pisze:Więc może źródło problemu jest w chwytaku robota, który nie zawsze idealnie trafi ?
Pewnie bardziej w nieregularności geometrii samych detali. Jeśli były chwytane od środka w szczęki zmechanizowanego uchwytu tokarskiego, to pewnie odpowiednio duży ruch roboczy szczęk tę wadę eliminował..
Re: Uchwyty tokarskie
: 25 lis 2024, 23:13
autor: Robert_K
Bandito pisze:Więc może źródło problemu jest w chwytaku robota, który nie zawsze idealnie trafi ?
Nie sądzę, mechanika robota jest dużo bardziej wiotka niż mechanika uchwytu hydraulicznego, jak robot wsadzi krzywo to przy zacisku szczęk na uchwycie hydraulika naciągnie sobie robota do swoich potrzeb i to bez większych problemów
Pozdrawiam.
Re: Uchwyty tokarskie
: 27 lis 2024, 15:12
autor: ADEMAUS
Narazie podejmuje próbę z trzpieniami rozpreznymi z fazka na trzpieniu żeby jakoś naprowadzić ta część,być może wypali,bo tak naprawdę jedyna opcja jest zmiana cylindra na mniejszy,bo być może ktoś kto zamawiał maszyny trochę przeforsował
Dodane 25 sekundy:
Na zdj aktualny design który nie ogarnia
 ♂️ ale mamy problem bo miękkie szczęki na pierwszej operacji nie wytrzymują więcej niż 500 sztuk
♂️ ale mamy problem bo miękkie szczęki na pierwszej operacji nie wytrzymują więcej niż 500 sztuk  już różne designy szczęki nic nie działa , część jest trzymana za średnicę wewnętrzna o wymiarach 24.6 mm. I szczęki przekroczone do tego wymiaru po prostu nie wytrzymują,zmienialiśmy już ciśnienie (najniższe możliwe ) i porostu brak pomysłów, może ktoś miał podobny problem ?
już różne designy szczęki nic nie działa , część jest trzymana za średnicę wewnętrzna o wymiarach 24.6 mm. I szczęki przekroczone do tego wymiaru po prostu nie wytrzymują,zmienialiśmy już ciśnienie (najniższe możliwe ) i porostu brak pomysłów, może ktoś miał podobny problem ? ♂️ ale mamy problem bo miękkie szczęki na pierwszej operacji nie wytrzymują więcej niż 500 sztuk
♂️ ale mamy problem bo miękkie szczęki na pierwszej operacji nie wytrzymują więcej niż 500 sztuk  już różne designy szczęki nic nie działa , część jest trzymana za średnicę wewnętrzna o wymiarach 24.6 mm. I szczęki przekroczone do tego wymiaru po prostu nie wytrzymują,zmienialiśmy już ciśnienie (najniższe możliwe ) i porostu brak pomysłów, może ktoś miał podobny problem ?
już różne designy szczęki nic nie działa , część jest trzymana za średnicę wewnętrzna o wymiarach 24.6 mm. I szczęki przekroczone do tego wymiaru po prostu nie wytrzymują,zmienialiśmy już ciśnienie (najniższe możliwe ) i porostu brak pomysłów, może ktoś miał podobny problem ?