Nie mogłem już zmodyfikować postu więc wkleję jeszcze raz z poprawkami
Jeśli uchwyt 4-ro szczękowy dio wykonania tego detalu to raczej z niezależnie nastawianymi szczękami. Daje on możliwość obróbki (wiercenie, toczenie, planowanie, itd) z dowolnym przesunięciem osi detalu, jak na zdjęciach poniżej.
planowanie powierzchni w uchw. niezależnym

zgrubne centrowanie do kła konika natrasowanego punktu z przesuniętą osią,
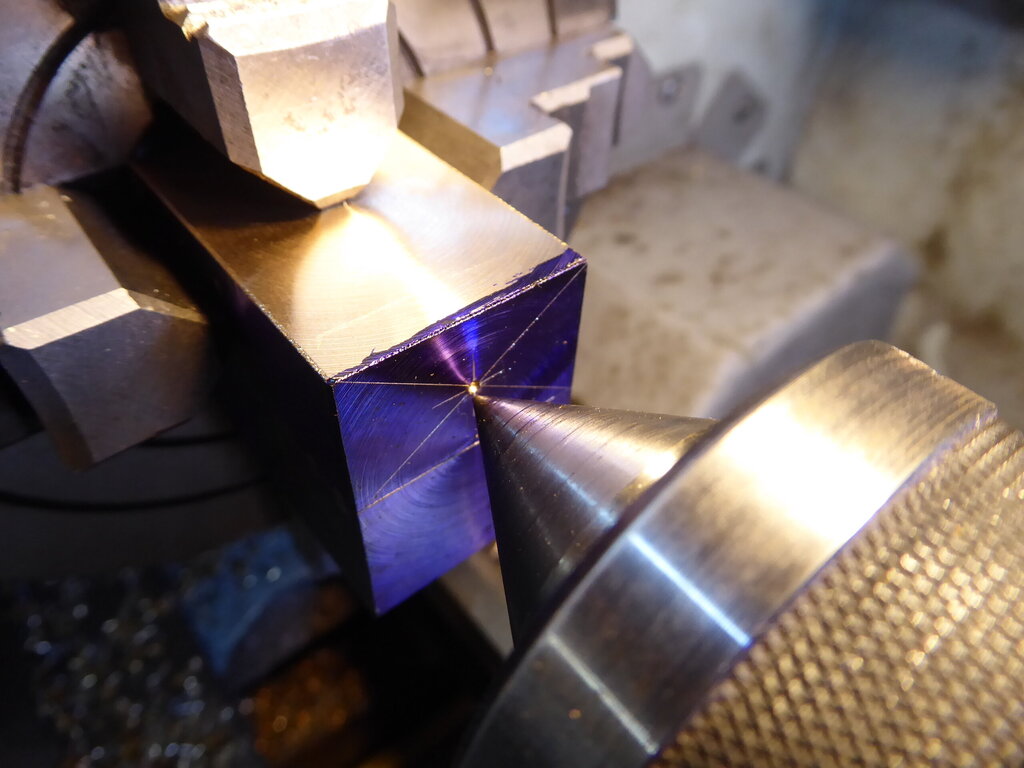
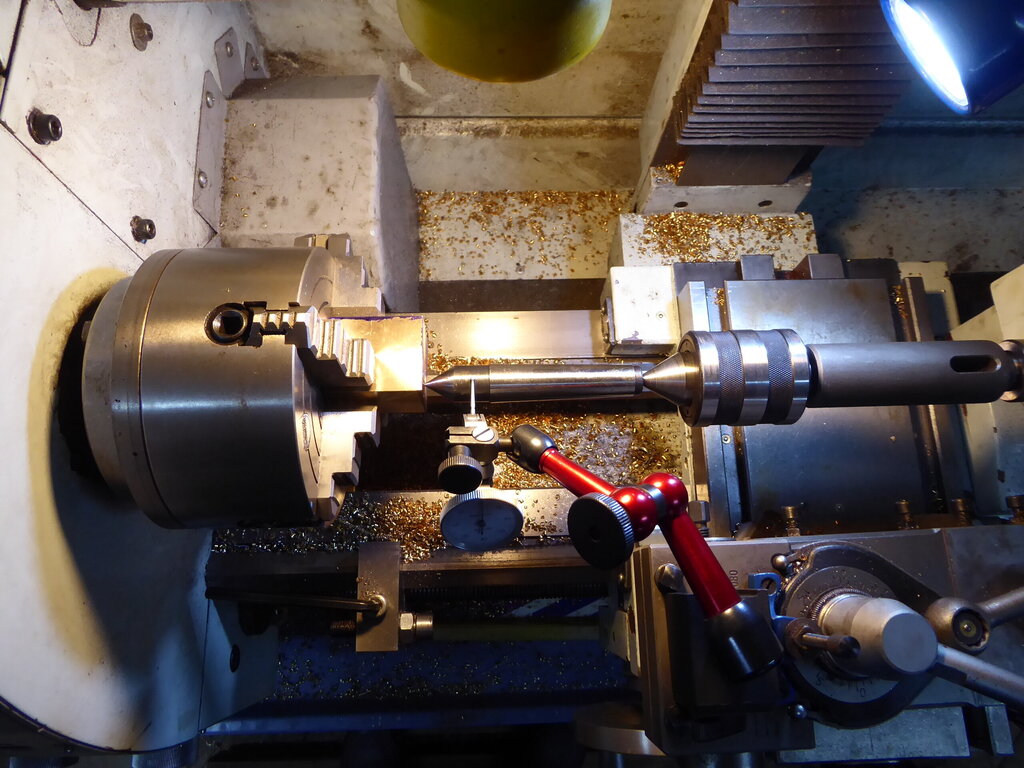
dokładne centrowanie punktu za pomoca kla stałego zacisniętego między kłem konika a punkterm, i czujnika (na zero bicia),

obróbka,
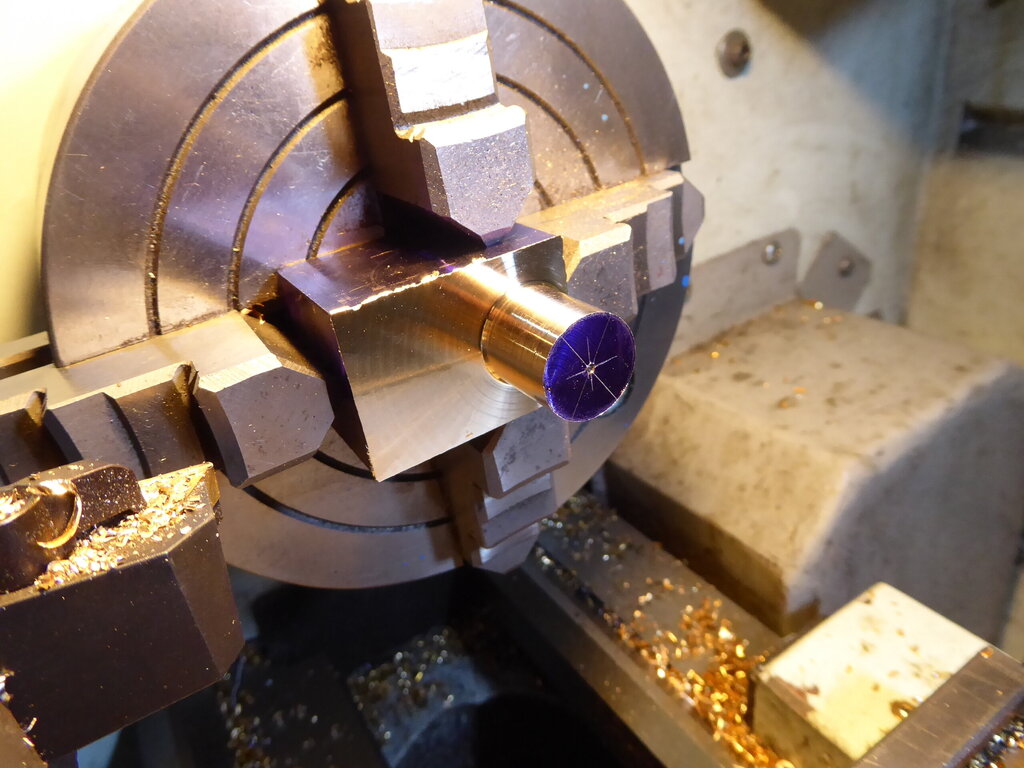
centrowanie do punktu na innym boku detalu,

po jego obtaczaniu i wierceniu,

Jak widać za pomocą tego uchwytu można wykonać bardziej skomplikowane wieloosiowe detale.
Oczywiście ustawić oś pośrodku kwadratowego pręta łatwiej jest w 4-szczękowym uchwycie samocentrującym, a w niezależnym jest więcej z tym zachodu(ustawianie bicia), ale za to ma większe możliwości jak widać powyżej.
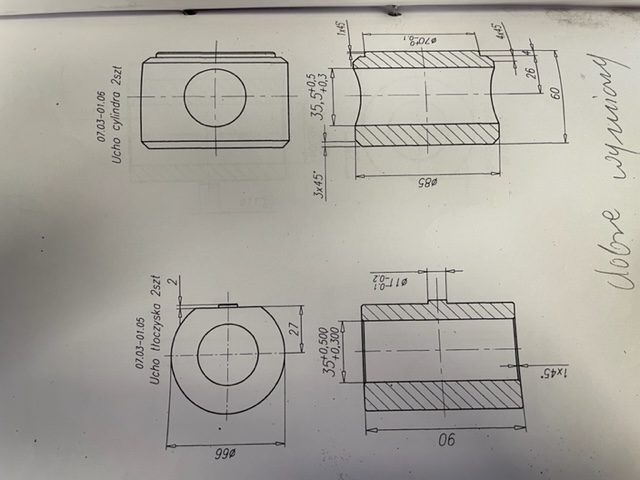
Tyle, że na twoich detalach wystające czopy ⌀11 i ⌀70 są w osi symetrii tulejek, więc na dobrą sprawę wystarczyłoby złapać za czoła tulejek w 2 szczęki samocentrującego bez żmudnego ustawiania osi podłużnej w 300 sztukach. Pozostaje jednak oś poprzeczna, bo szczęki samocentrującego boków nie ustawią bo nie sięgną(tulejki są dłuższe niż szersze). Chyba, że po oby bokach tulejki dasz stosownej grubości alu przekładki by szczęki ustawiły centrum i w tej osi.
Albo mozolić się z niezależnym.
Do tylu sztuk można by się jednak pokusić o prosty przyrząd (pewnie wystarczyłoby nawet z alu) w kształcie kwadratowej kostki o boku równym długości tulejki z poprzecznym otworem o średnicy takiej by tulejka wchodziła weń bez luzu ale suwliwie, z przesunięta osią tego otworu o tyle by obwód tulejki wystawał poza kostkę o głębokość czopa lub nieco więcej (by nóż nie skrobał kostki zamocowanej w samocentrującym przy zataczaniu czopa). Coś w tym stylu
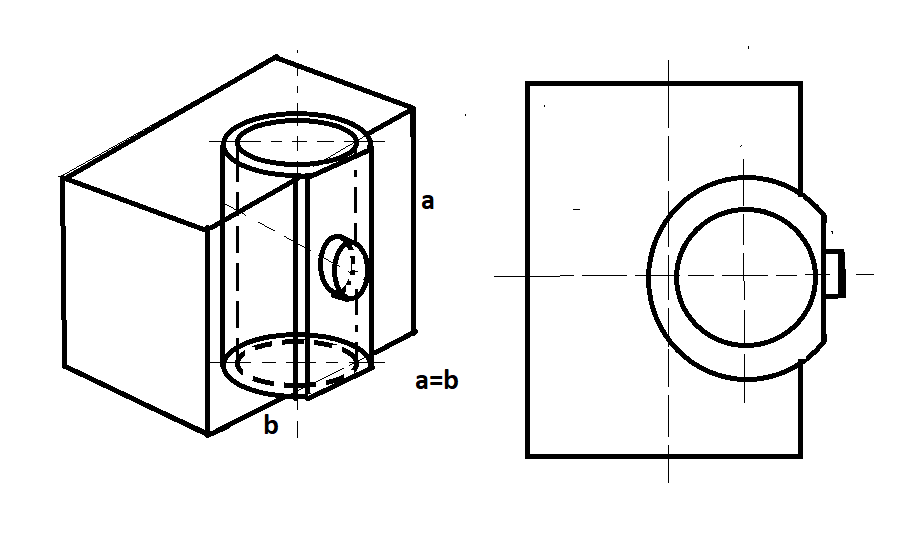
Przyrządzik taki będzie automatycznie centrował oś podłużną i poprzeczną tulejki i osi czopa do osi obrotu wrzeciona.
Kostka jest niejako przecięta do otworu, dlatego tulejkę szczęki ściskające boki kostki zacisną w jej otworze do toczenia.
Jeśli jeszcze we wrzecionie zamontujemy jakiś regulowany opór(np wkręcaną w korek w stożku wrzeciona śrubę) to będziemy każdorazowo wkładać kostkę w szczęki na tę sama głębokość (planowanie na długość czopa)..





")



")





