



")
Witam!
Mam taki problem: Wykonuję detal ze stali nierdzewnej (chyba A304) fi 14 długość 25mm. Po zakończeniu pracy chcę go odciąć od pręta. Zakładam przecinak i odcinam. Na sztuce zostaje mi taki mały ogonek z materiału. Próbowałem ostrzyć przecinak pod kątem około 20 stopni do materiału ale i tak odpada i zostaje taki ogonek. Jak naostrzyłem na 45 stopni to wyrwało płytkę (nóż z płytką lutowaną). Tokarka MANUALNA. NOŻE Z PŁYTKĄ LUTOWANĄ
Detal ma być ozdobny i chcę by ta powierzchnia odcięcia była ładna a jak mi zostaje materiał to musze zeszlifować co już ładnie nie wygląda. Z kolei bielenie tej powierzchni wydaje mi się trochę pracochłonne zważywszy że detal mam zrobić w setkach sztuk?
Proszę o poradę.
Odcinanie sztuki przecinakiem

-
 viper
viper
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
mówmy poważnie.. kolega kuba toczy to na manualu. Raczej tam nie ma wrzeciona przechwytującegozdzicho pisze:Aby nie było czopika ,należy przecinać z przechwytem. Wówczas przecinak po odcięciu planuje czoło.
W sumie to ciekawy jestem jak się temat potoczy. Tylko na jednej maszynie mam przechwyt wiec może i ja coś się dowiem nowego
z punktu widzenia (mojego) nie realne jest jakimkolwiek nożem tak odciąć aby nic nie zostało.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 11576
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Można na dwa sposoby:
1 - prosty tylny imak w układzie klasycznym, w nim odwrócony nóż tak ustawiony, że przy wycofywaniu przecinaka poza obrys detalu splanuje czoło pozostałej w uchwycie części, ew. jeszcze zrobi fazki.
lub w układzie odwróconym - w przednim planowanie i ew. fazki , w tylnym odwrócony przecinak (nawet lepsze usuwanie wióra)


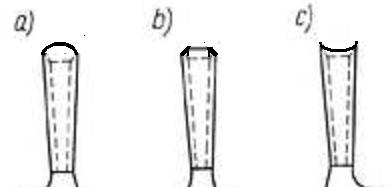
2 - przecinak z wklęsłą graniastą, V (kształt M), lub półokragłą powierzchnią przyłożenia c) odcinający czop z obu stron jak dwa skośne razem
albo listwa z wklęsłą pow. natarcia - efekt ten sam,

1 - prosty tylny imak w układzie klasycznym, w nim odwrócony nóż tak ustawiony, że przy wycofywaniu przecinaka poza obrys detalu splanuje czoło pozostałej w uchwycie części, ew. jeszcze zrobi fazki.
lub w układzie odwróconym - w przednim planowanie i ew. fazki , w tylnym odwrócony przecinak (nawet lepsze usuwanie wióra)
2 - przecinak z wklęsłą graniastą, V (kształt M), lub półokragłą powierzchnią przyłożenia c) odcinający czop z obu stron jak dwa skośne razem
albo listwa z wklęsłą pow. natarcia - efekt ten sam,
pozdrawiam,
Roman
Roman
-
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
zdzicho pisze: viper napisał/a:
Tylko na jednej maszynie mam przechwyt wiec może i ja coś się dowiem nowego
z punktu widzenia (mojego) nie realne jest jakimkolwiek nożem tak odciąć aby nic nie zostało.
Te zdania należy traktować jako odrębne ,myśli ,czy jako ,wspólną myśl?
Nie rozumiem, do czego zmierzasz?
pozostałej w uchwycie części... ale nie części która ma zostać odcięta i jest bez podtrzymania. Czyli nie dałeś odpowiedzi jak odciąć aby cycek nie został.RomanJ4 pisze:Można na dwa sposoby:
1 - prosty tylny imak w układzie klasycznym, w nim odwrócony nóż tak ustawiony, że przy wycofywaniu przecinaka poza obrys detalu splanuje czoło pozostałej w uchwycie części
Tak mi jeszcze przyszło coś do głowy hehe. Trochę fantastyka ale można by spróbować ja się ma większe ilości na manualu.
Moja myśl: tak samo jak masz kła obrotowego do podparcia to można zrobić sobie samemu uchwyt 3 szczękowy wmontowany do kła.
Będzie wtedy prowizoryczne obrotowe wrzeciona przechwytujące bez napędu.
Jedyna niedogodność to to że, stracisz miejsce w koniku oraz przed każdym odcięciem detalu trzeba będzie zakręcić ręcznie uchwyt przeciwwrzeciona co byłoby kłopotliwe ale tym sposobem będziesz mógł odciąć do samego końca
To taka myśl na szybko
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Odcinanie sztuki przecinakiem
Idealnego rozwiązania nie znajdzieszkuba1985 pisze:Witam!
Mam taki problem: Wykonuję detal ze stali nierdzewnej (chyba A304) fi 14 długość 25mm. Po zakończeniu pracy chcę go odciąć od pręta. Zakładam przecinak i odcinam. Na sztuce zostaje mi taki mały ogonek z materiału. Próbowałem ostrzyć przecinak pod kątem około 20 stopni do materiału ale i tak odpada i zostaje taki ogonek. Jak naostrzyłem na 45 stopni to wyrwało płytkę (nóż z płytką lutowaną). Tokarka MANUALNA. NOŻE Z PŁYTKĄ LUTOWANĄ
Detal ma być ozdobny i chcę by ta powierzchnia odcięcia była ładna a jak mi zostaje materiał to musze zeszlifować co już ładnie nie wygląda. Z kolei bielenie tej powierzchni wydaje mi się trochę pracochłonne zważywszy że detal mam zrobić w setkach sztuk?
Proszę o poradę.
.... , więc wykonaj te detale od d*** strony i odcinaj na tokarce tam gdzie jest otwór.
Wiercenie od biedy można wykonać na jakiejś sztywnej wiertarce.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
zdzicho
- Posty w temacie: 3
Zmierzam do tego ,ze twoja wypowiedź jest niejasna. Jeśli jest to jedna myśl ,to nie masz racji,a jeśli dwie odrębne ,to się z tobą zgadzam.viper pisze:
Nie rozumiem, do czego zmierzasz?
twój pomysł z uchwytem na kle interesujący ,ale może się okazać ,ze bezwładność uchwytu ,spowoduje oderwanie przedmiotu z grubszym czopikiem ,i może być jednocześnie niewystarczająca ,do jego usunięcia. Trzeba sprawdzić.
Jak nie da rady pozostaje usuwanie czopika różnym sposobami. Można jeszcze pozostawić przedmiot ,przed jego odpadnięciem ,i odłamać przy wyłączonej maszynie . daje to lepszy efekt wizualny niż pozostawiony czopik. Ucinak oczywiście naostrzony pod kątem.






