Pomoc w doborze parametrów
: 08 kwie 2020, 09:14
Witam,
Koledzy pojawiła się w firmie pierwsza tokarka i potrzebowałbym żeby ktoś bardziej doświadczony spojrzał na parametry obróbki - wartości katalogowe wydają mi się absurdalne, a urządzenie ma pracować z pociągaczem pręta więc chciałem do maszyny podchodzić raz na godzinę.
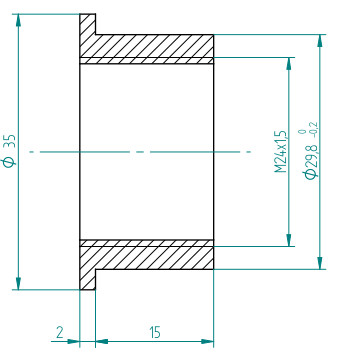
Jeden z detali jak na załączonym rysunku, półfabrykat fi35 1.4301 (nierdzewka austenityczna)
Cykle, narzędzia i parametry:
1) Zgruba Sandvik DNMG150612 MM2015, F0,2mm/obr vc=130 m/min - jedno przejście
2) Wykończenie Sandvik VBMT-160404 MM2015, F0,07mm/obr vc=150 m/min - jedno przejście
3) Wiercenie Ceratizit Ecocut fi20, płytka Iscar XCMT10T308 MF IC908 F=0,04 S=1200obr/min
4) Wytaczanie Ceratizit Ecocut fi20, na wymiar fi22,5, płytka Iscar XCMT10T308 MF IC908 F=0,1, S=1600obr/min - jedno przejście
5) Gwintowanie nożem, płytki Mitsubishi MMT11IR150ISO VP10MF, S=700obr/min, 8 przejść w tym jedno wykańczające
6) Odcinanie Listwa Iscar, płytki TAG N3J IC908, F=0,05 vc=80m/min
Chłodziwo w punkt, ciśnienie 15bar, podprowadzone przewody na płytkę lub przez narzędzie, maszyna Doosan Puma.
Uzyskany czas obróbki/cykl z wyciągnięciem pręta 135sekund
Niestety po obcięciu zostaje jeszcze przemocowanie detalu na zrobienie delikatnej fazki na gwincie, myślałem że jak założę płytkę do obcinania typu TAG L3C (ostrze pod kątem) to się uda nic nie robić ale niestety i tak zostaje grat.
Zauważam że płytka do zgruby po 150sztukach jest zużyta/wytarta (chyba za duże vc).
Koledzy pojawiła się w firmie pierwsza tokarka i potrzebowałbym żeby ktoś bardziej doświadczony spojrzał na parametry obróbki - wartości katalogowe wydają mi się absurdalne, a urządzenie ma pracować z pociągaczem pręta więc chciałem do maszyny podchodzić raz na godzinę.
Jeden z detali jak na załączonym rysunku, półfabrykat fi35 1.4301 (nierdzewka austenityczna)
Cykle, narzędzia i parametry:
1) Zgruba Sandvik DNMG150612 MM2015, F0,2mm/obr vc=130 m/min - jedno przejście
2) Wykończenie Sandvik VBMT-160404 MM2015, F0,07mm/obr vc=150 m/min - jedno przejście
3) Wiercenie Ceratizit Ecocut fi20, płytka Iscar XCMT10T308 MF IC908 F=0,04 S=1200obr/min
4) Wytaczanie Ceratizit Ecocut fi20, na wymiar fi22,5, płytka Iscar XCMT10T308 MF IC908 F=0,1, S=1600obr/min - jedno przejście
5) Gwintowanie nożem, płytki Mitsubishi MMT11IR150ISO VP10MF, S=700obr/min, 8 przejść w tym jedno wykańczające
6) Odcinanie Listwa Iscar, płytki TAG N3J IC908, F=0,05 vc=80m/min
Chłodziwo w punkt, ciśnienie 15bar, podprowadzone przewody na płytkę lub przez narzędzie, maszyna Doosan Puma.
Uzyskany czas obróbki/cykl z wyciągnięciem pręta 135sekund
Niestety po obcięciu zostaje jeszcze przemocowanie detalu na zrobienie delikatnej fazki na gwincie, myślałem że jak założę płytkę do obcinania typu TAG L3C (ostrze pod kątem) to się uda nic nie robić ale niestety i tak zostaje grat.
Zauważam że płytka do zgruby po 150sztukach jest zużyta/wytarta (chyba za duże vc).