



 jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?
jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?Problem z wierceniem otworów fi 1.5 w aluminium.
-
Mike2019
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 07 cze 2019, 19:22
Problem z wierceniem otworów fi 1.5 w aluminium.
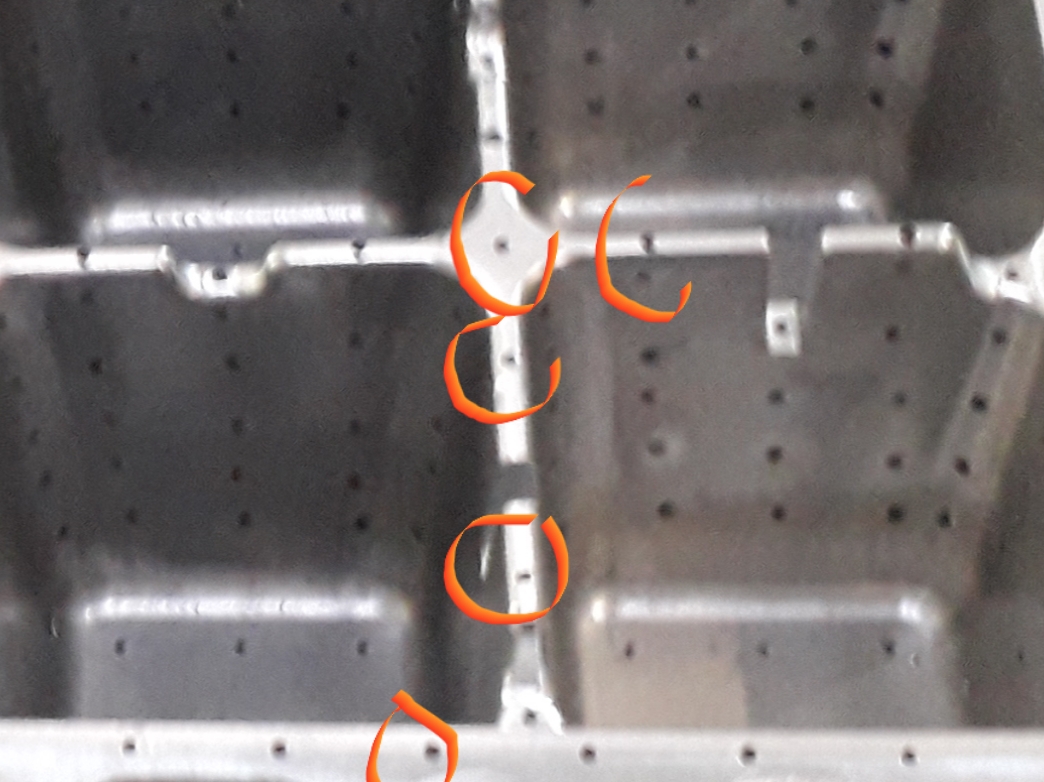
Witam wszystkich. Będę wdzięczny za wszelką pomoc. Jak w temacie, mam problem z wierceniem otworów fi 1.5 w aluminium. Jak na załączonym zdjęciu najpierw wykonuję wiercenie wiertłem fi5 od tylu następnie od góry fi 1.5 w celu połączenia. Wykonując otwory od góry nawiercilem je najpierw fi 1.5 na 5 mm. Następnie chciałem wykonać już finalny otwór także wiertlem fi1.5. Długość otworów jest dość duża bo nawet do 30 mm. Użyłem wiertła hss o długości roboczej 40 mm. Wiertło dość długie Ale trudno było znaleźć coś krótszego. Wiertło lamalo się po wykonaniu 6, 10 lub 2 otworów. Co bylo takze niebezpieczne gdyz jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?
jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?

-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Zmniejsz parametry i wycofuj wiertlo czesciej. Zakleja ci rowek wiorowy i dlatego strzela pewnie... Chlodziwo na bogato zeby splukalo wiertlo jak wyjdzie...
-
Mike2019
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 07 cze 2019, 19:22
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Parametry zmniejszyłem. Posuw nawet 60..
Wiercilem z łamaniem wiora. Na początku 1mm i wycofanie. Później mniej. Może zbyt mało zbierałem?
Wiercilem z łamaniem wiora. Na początku 1mm i wycofanie. Później mniej. Może zbyt mało zbierałem?
-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Im głębiej wiercisz tym konieczne są częstsze odjazdy na łamanie i wyciągnięcie wióra. Pamiętaj o tym koniecznie jak wiercisz głębiej jak 10xD.
Jeśli o tym zapomnisz to żadne wiertło nie wytrzyma obróbki.
Chłodzenie też obowiązkowo, nie wiem co za gatunek alu, ale jak miękkie to zaklei Ci się wiertło momentalnie.
Jakie parametry dałeś? No i na czym to wykonywałeś?
Posuw 60? 60 czego? mm/min? Jakie obroty i jaki posuw na obrót podaj.
Jeśli chodzi o HSS to ja bym zaczął od Vc=40 i posuw 0,03 na obrót, a więc 8500rpm i posuw 250mm/min
Jeśli o tym zapomnisz to żadne wiertło nie wytrzyma obróbki.
Chłodzenie też obowiązkowo, nie wiem co za gatunek alu, ale jak miękkie to zaklei Ci się wiertło momentalnie.
Jakie parametry dałeś? No i na czym to wykonywałeś?
Posuw 60? 60 czego? mm/min? Jakie obroty i jaki posuw na obrót podaj.
Jeśli chodzi o HSS to ja bym zaczął od Vc=40 i posuw 0,03 na obrót, a więc 8500rpm i posuw 250mm/min
-
Mike2019
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 07 cze 2019, 19:22
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Aluminium gatunek 5083.
Posuw dałem na początku 100 mm/min. Gdy się lamalo to zmniejszyłem do 60. Obroty podobnie bo 9000 rpm.
Wykonywaniem na centrum frezarskim.
Czy te odjazdy na łamanie wiora większą niż 1 mm? Mam na myśli np. 2 mm wiercenia i wycofanie 1 mm. Czy więcej?
Posuw dałem na początku 100 mm/min. Gdy się lamalo to zmniejszyłem do 60. Obroty podobnie bo 9000 rpm.
Wykonywaniem na centrum frezarskim.
Czy te odjazdy na łamanie wiora większą niż 1 mm? Mam na myśli np. 2 mm wiercenia i wycofanie 1 mm. Czy więcej?
-
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Jak płytko wiercisz to nie łam. Jak wiercisz nie więcej jak do około 5D to możesz łamać z postojem bez wycofania lub minimalnie wycofywać.
Jak głębiej to wycofuj całkowicie. Im głębiej wiercisz, tym stosuj krótsze wiercenia. Przy 10D może być tak że będziesz musiał łamać nawet co 0,5mm. To nie są jakieś sztywne zalecenia z książki, ale ja się tego od lat trzymam i uważam że zdaje to egzamin.
Jak głębiej to wycofuj całkowicie. Im głębiej wiercisz, tym stosuj krótsze wiercenia. Przy 10D może być tak że będziesz musiał łamać nawet co 0,5mm. To nie są jakieś sztywne zalecenia z książki, ale ja się tego od lat trzymam i uważam że zdaje to egzamin.
-
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Wycofanie calkiem z materialu. Inaczej nie wyciagnie wiora takie male wiertelko... Ja w alu na cienkich wiertlach glebokie wykopy jechalem Vc 25 Hssem i 0.025 na obrot... Wycof roznie ale przewaznie co okolo 1mm...
Czyli parametry dla d=1.5mm S5300 F132...
Czyli parametry dla d=1.5mm S5300 F132...






