Strona 1 z 2
gwint M18 x 62 mm
: 27 cze 2019, 12:14
autor: robert2019
Witam, ma ktoś pomysł jak zrobić 200 gwintów M18 o długości 62 mm w nierdzewce 304? (mam tokarkę cnc)
Gnieść to?
Dodane 1 minuta 59 sekundy:
Zapomniałem napisać, że chodzi o gwint wewnętrzny

Re: gwint M18 x 62 mm
: 27 cze 2019, 13:57
autor: pavyan
A dlaczego "zwykłego" gwintownika (ale ostrego, dobranego do kwasówki i niestety trój-kompletowego, ew. dwu-; pojedynczy maszynowy raczej nie pójdzie - jest do krótkich otworów, a i wióry się nie pomieszczą), i koniecznie z użyciem TEREBOR-u nie bierzesz pod uwagę? Wygniatak da chyba dość duże (większe) obciążenia? A to w dodatku kwasówka.
Na usprawiedliwienie może głupiej "rady" powiem, że nie znam specyfiki tokarki CNC - ale długość otworu 62mm nie powinna być jeszcze problemem dla gwintownika M18 (nie mam takiego pod ręką w tej chwili).
Re: gwint M18 x 62 mm
: 27 cze 2019, 14:30
autor: Butler
Ja bym to wygniatał. Ciągle robię w 304 bo przemysł piekarniczy to jedna z gałęzi w firmie gdzie robię, przejście w dużej części detali na wygniataki znacząco podniosło jakość i obniżyło koszty. Dodam że skupił bym się na dobrej jakości wiertle i pilnował tego procesu.
Re: gwint M18 x 62 mm
: 27 cze 2019, 15:21
autor: WZÓR
robert2019 pisze: ↑27 cze 2019, 12:14
....
Zapomniałem napisać, że chodzi o gwint wewnętrzny
Przelotowy czy nie (?)
p.s.
Ostatnio dość dużo gwintuję w nierdzewce.
Po ostatnich testach nowego dostawcy gwintowników zdecydowaliśmy się na ich zakup i użytkowanie.
.... , zerknij na reca.pl
Mariusz.
Re: gwint M18 x 62 mm
: 28 cze 2019, 18:26
autor: Pneumokok
Butler pisze: ↑27 cze 2019, 14:30
Ja bym to wygniatał. Ciągle robię w 304 bo przemysł piekarniczy to jedna z gałęzi w firmie gdzie robię, przejście w dużej części detali na wygniataki znacząco podniosło jakość i obniżyło koszty. Dodam że skupił bym się na dobrej jakości wiertle i pilnował tego procesu.
A słyszałeś może Kolego o tym, że wygniatanie gwintów dla detali z przemysłu spożywczego jest zakazane/niezalecane?
Re: gwint M18 x 62 mm
: 28 cze 2019, 21:23
autor: pavyan
A to ciekawe, ale po krótkim zastanowieniu wydaje się niejako oczywiste

Nie siedzę w tym ani trochę, ale - jeżeli tak jest - to przypuszczam że to z powodu zakamarka na szczycie zwojów gwintu wygniatanego, tworzonym przez "wypływający" z obu stron materiał, wypychany wygniatakiem.
Powstaje ciągła, spiralna szczelina mogąca "łapać" organiczne zanieczyszczenia, które mogą po jakimś czasie stać się ogniskiem skażenia; szczelina praktycznie niemożliwa do wyczyszczenia i zdezynfekowania.
Re: gwint M18 x 62 mm
: 29 cze 2019, 00:11
autor: Butler
Szczerze - pierwsze słyszę. I proszę nie wieszajcie mnie tu za ten brak wiedzy bo totalnie mnie to zaskoczyło. Czy zamiast przypuszczeń mógłby ktoś kompetentnie potwierdzić takie info że wygniataki nie są zalecane/są zabronione przy spożywce? Domysły i własne doktoraty mnie nie interesują
Re: gwint M18 x 62 mm
: 29 cze 2019, 07:14
autor: MateuszMM
Butler pisze: ↑29 cze 2019, 00:11
Szczerze - pierwsze słyszę. I proszę nie wieszajcie mnie tu za ten brak wiedzy bo totalnie mnie to zaskoczyło. Czy zamiast przypuszczeń mógłby ktoś kompetentnie potwierdzić takie info że wygniataki nie są zalecane/są zabronione przy spożywce? Domysły i własne doktoraty mnie nie interesują
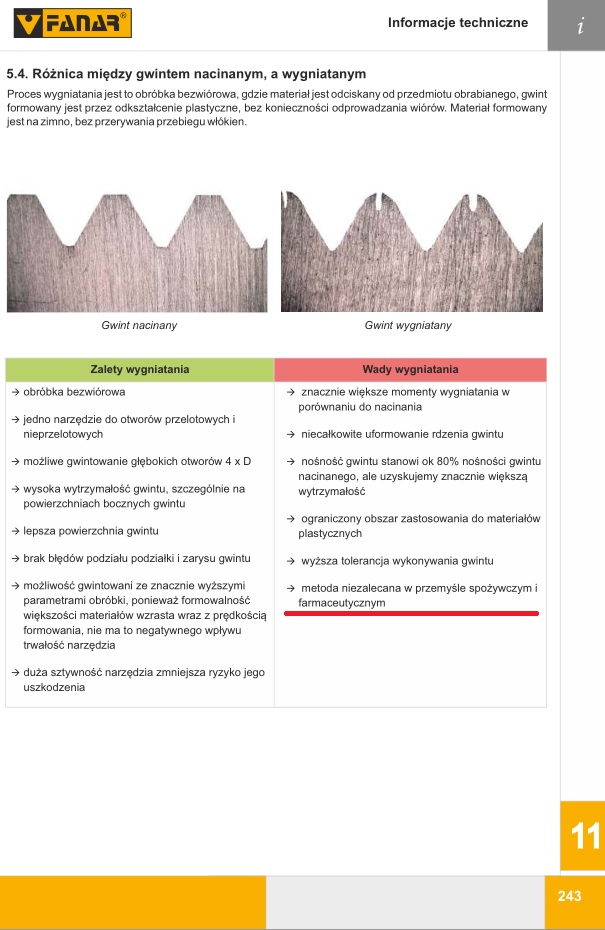
Tu jest pierwszy z brzegu artykuł. W minusach wygniataków jest wspominane o spożywce. Ja się tego dowiedziałem jakieś 6 lat temu od speca z Emuge. Dokładnie właśnie chodzi o ten spiralny rowek, w którym gnieżdżą się bakterie.
https://artykulytechniczne.pl/blog/gwin ... ygniataki/
Re: gwint M18 x 62 mm
: 01 lip 2019, 05:13
autor: robert2019
gwint przelotowy
Re: gwint M18 x 62 mm
: 10 lip 2019, 22:12
autor: Rapol
Jaka tokarka ja na dostanie lynx 220 gwintuje m24 nie przelotowy na długości 80mm tyle ze na dwa wjazdy oczywiście z pasta do gwintowania oraz otwór średnica zawyżona o 2-3 dychy i daje radę.