Jest jeszcze inna możliwość, choć niekoniecznie musi tu wystąpić - różnice temperatury przy obróbce i pomiarze.
Wykonałem kiedyś (cienkościenny) pierścień dla jednego z naszych kolegów ze stali ST który miał bardzo wąską tolerancję otworu (73,09 +/-0,01mm, zewnętrzna 77mm )
Temperatura warsztatu(zima) wynosiła około +13°C (do tylu udało mi się nagrzać niedocieplany budynek) więc miałem wątpliwości czy zdołam utrzymać się w zadanej tolerancji, o czym powiadomiłem mojego kontrahenta bo pomiary wykonuje się zazwyczaj w 20°C. Ustaliliśmy, że spróbujemy. Tym bardziej, że zaoferował możliwość pomiaru(gdzieś tam u siebie) tego detalu na maszynie współrzędnościowej.
Sam byłem ciekaw jakie będą różnice w pomiarach moich, i na maszynie, teoretycznie obliczona migracja wymiaru przy różnicy temperatur(+12°C/+20°C) niby powinna się zmieścić w tolerancji, ale teoria to teoria...
Detal wykonałem,
kalibracja mikrometru wewnętrznego
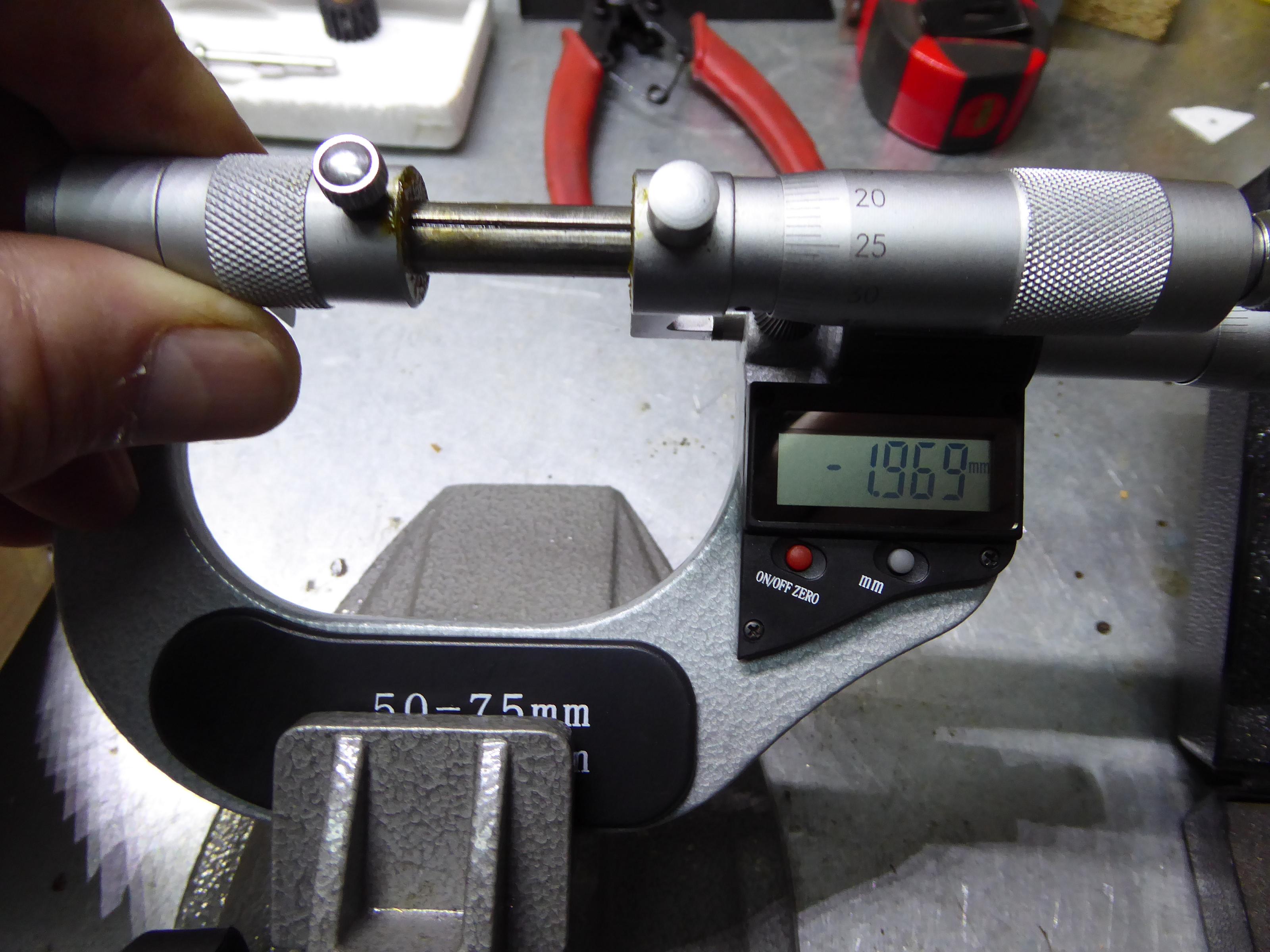
i pomiar średnicy wewnętrznej(ø73,085mm) mikrometrem,

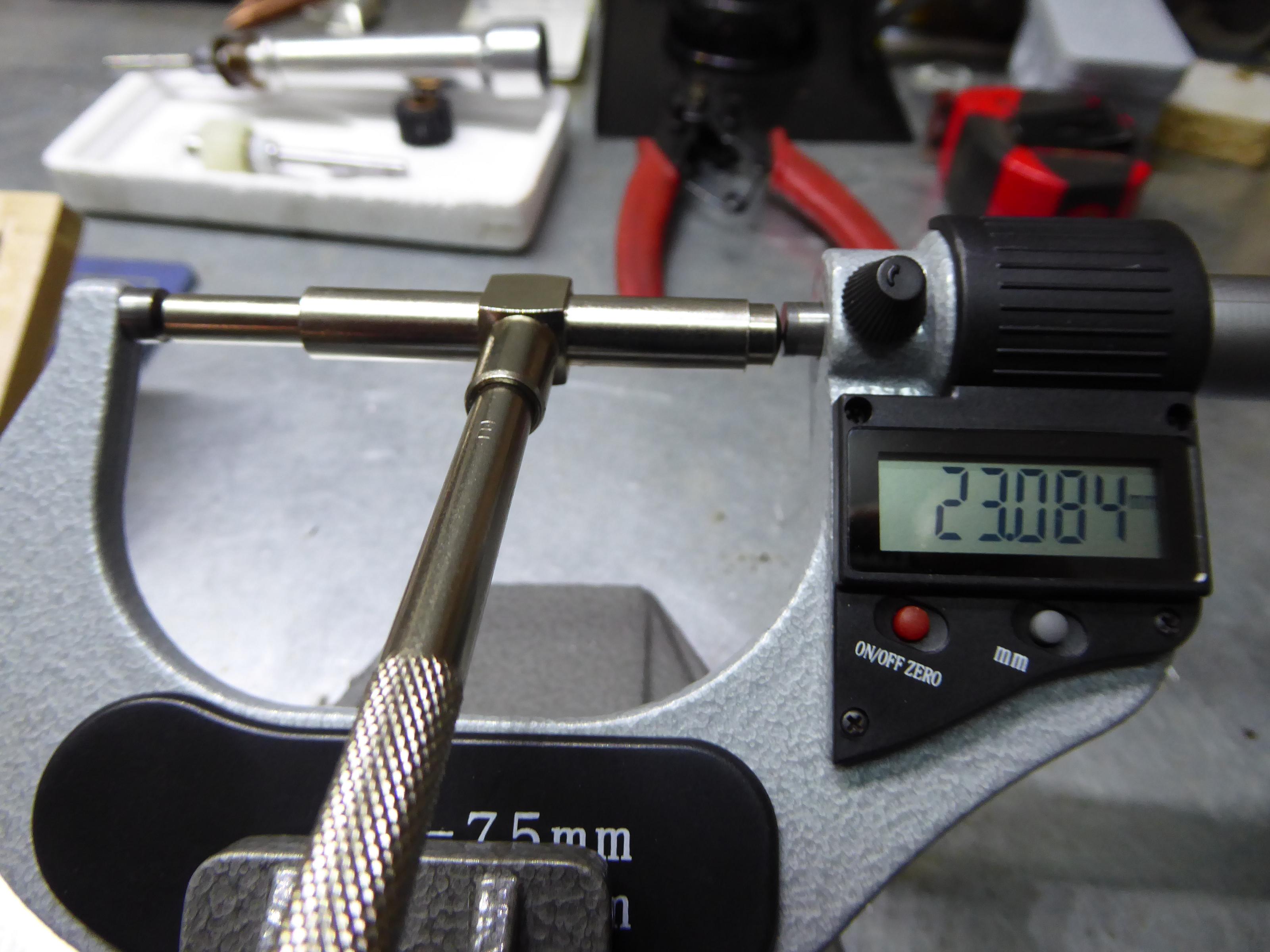
średnicówką(50+23,084)
wysłałem do niego, i po jakimś czasie otrzymałem odpowiedź z wynikiem z współrzędnosciówki:
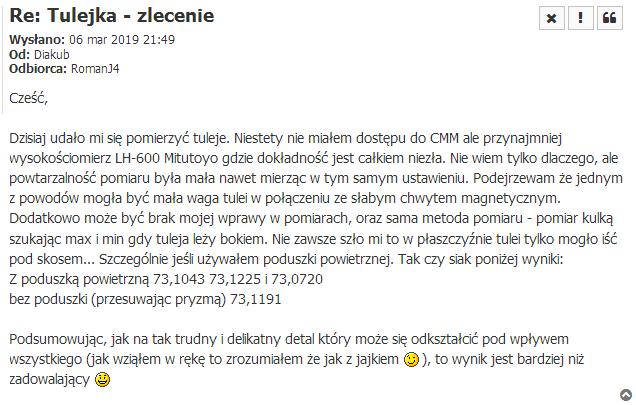
Jak widać różnica między teorią a praktyką niby niewielka, ale jest...
No, ale ja nie o tym, tylko chciałem wskazać, że ewentualna różnica temperatury → pomiar wykonanie/pomiar finalny też może mieć wpływ na finalny wynik, i trzeba ją brać pod uwagę (o ile była faktem)...