



")
dzisiaj było mi dane zobaczyć narzędzia. I tak, najpierw idzie wiertło 43mm, potem do tego wiertła jest przykręcany nożyk tak aby roztoczyć otwór pod rozwiertak no i na końcu rozwiertak na 55mm. Materiał to aluminium. Jakie parametry proponujecie? Mądre książki podają 350 obr/min i posuw 0.45 mm/obr
Tak one mniej więcej wyglądają:
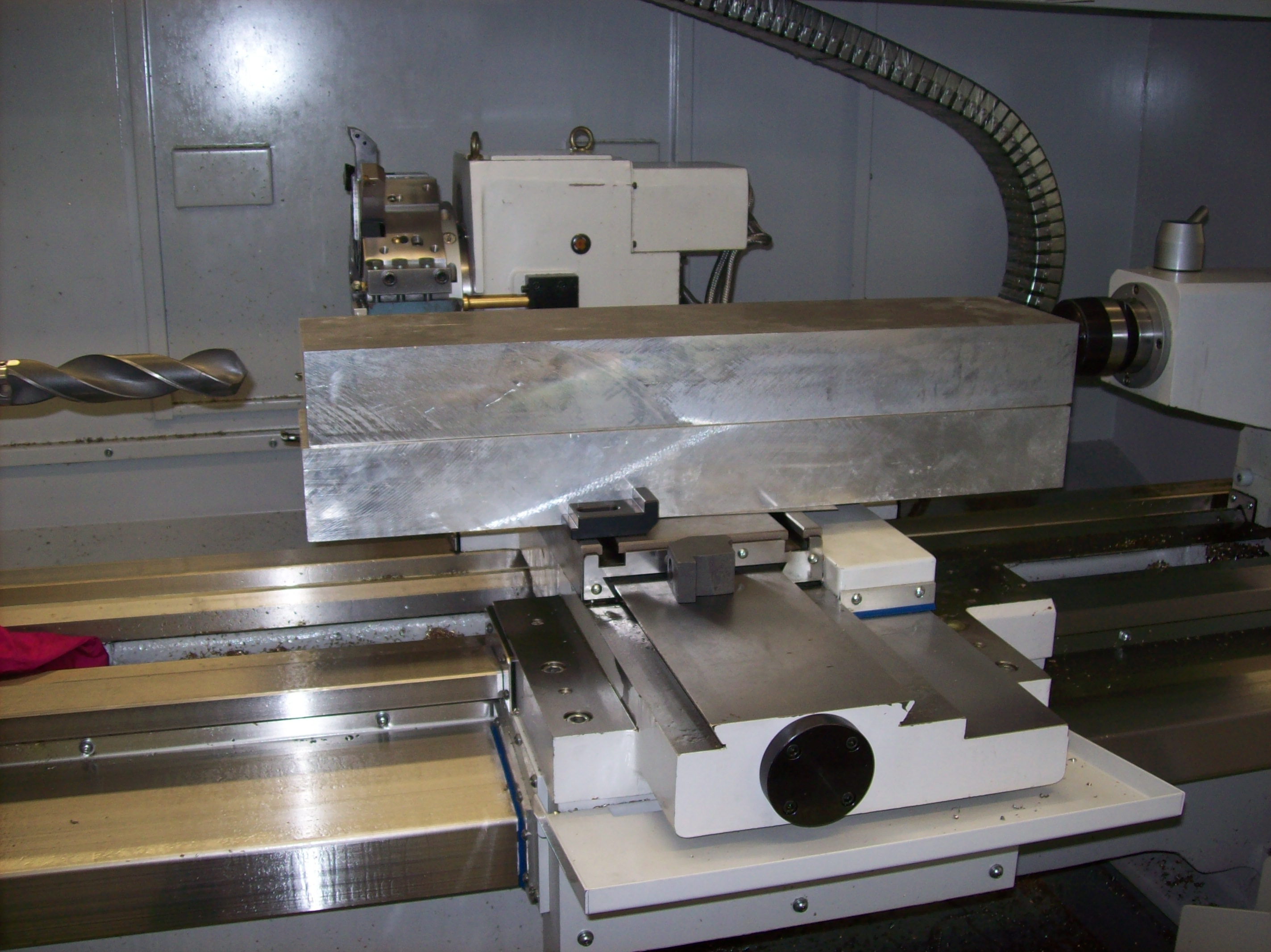


wiercona będzie ta sztuka na górze, na dole to podkład. Tam gdzie jest zielona strzałka jest wkładany "nożyk". Rozwiertak to generalnie ciekawa konstrukcja, to coś pod ostrzami służy ku temu aby nie ściągało tego rozwiertaka e drugi otwór.
Szefostwo coś mówiło ze mają kupić jakieś wiertło bardziej specjalistyczne, ponoć Guhring'a. A Wy jakie byście polecili? Są może wiertła tak aby mozna było go neigo doprowadzić chłodziwo z zewnątrz, spoza maszyny?


")
")




