Precyzyjne sterowanie położeniem prowadnicy
: 13 lut 2012, 20:01
Witam,
Zwracam się do szanownych kolegów forumowiczów z następującym zagadnieniem:
Chciałbym zbudować napęd do precyzyjnego ustawiania pozycji prowadnicy na maszynie służącej do kształtowania płyt z pexi. Już tłumaczę o co chodzi: plexa jest dosuwana do prowadnicy którą w tej chwili ustawiam ręcznie mierząc liniałem odległość od drutu grzewczego do prowadnicy aby po każdej stronie była ta sama wartość z dokładnością do 0,5mm. Chciałbym zbudować układ na silniku krokowym taki, aby z panela bądź niewielkiego wyświetlacza wpisywać np 15,5mm (czyli odległość od drutu grzewczego do prowadnicy ma wynosić 15,5mm) i silnik sam ustawi się na żądanej pozycji i będzie trzymał z odpowiednim momentem tą prowadnicę. Moment trzymający silnika to około 1,2-2,0Nm.
Widzę to w ten sposób, że z po obu końcach prowadnicy zamontuję prowadnice liniowe a po środku zamontuję śrubę napędową bądź listwę zębatą którą obracać będzie silnik krokowy. Problem jest własnie ze sterowaniem tzn jak zrobić sterowanie do silnika aby na poczatku po włączeniu zasilania ustawił się na pozycję zerową a potem po zadaniu odpowiedniej wartości (najlepiej z jakiegoś małego panela) ustawił się na żądaną pozycję.
Z góry dziękuję za wszelkie porady
Pozdrawiam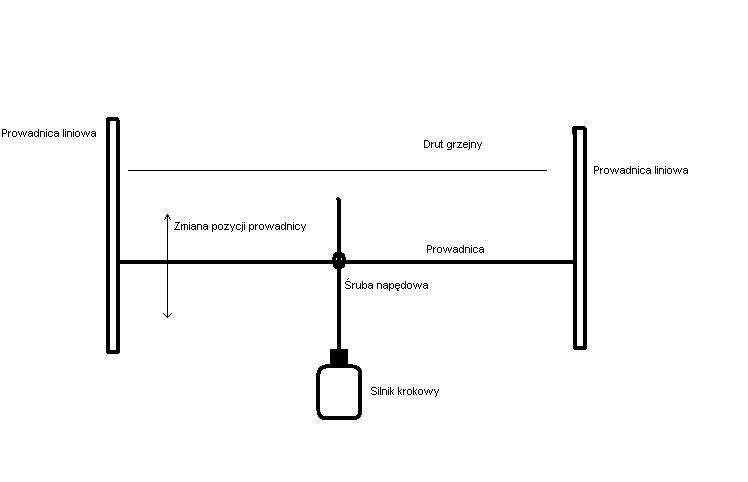
Zwracam się do szanownych kolegów forumowiczów z następującym zagadnieniem:
Chciałbym zbudować napęd do precyzyjnego ustawiania pozycji prowadnicy na maszynie służącej do kształtowania płyt z pexi. Już tłumaczę o co chodzi: plexa jest dosuwana do prowadnicy którą w tej chwili ustawiam ręcznie mierząc liniałem odległość od drutu grzewczego do prowadnicy aby po każdej stronie była ta sama wartość z dokładnością do 0,5mm. Chciałbym zbudować układ na silniku krokowym taki, aby z panela bądź niewielkiego wyświetlacza wpisywać np 15,5mm (czyli odległość od drutu grzewczego do prowadnicy ma wynosić 15,5mm) i silnik sam ustawi się na żądanej pozycji i będzie trzymał z odpowiednim momentem tą prowadnicę. Moment trzymający silnika to około 1,2-2,0Nm.
Widzę to w ten sposób, że z po obu końcach prowadnicy zamontuję prowadnice liniowe a po środku zamontuję śrubę napędową bądź listwę zębatą którą obracać będzie silnik krokowy. Problem jest własnie ze sterowaniem tzn jak zrobić sterowanie do silnika aby na poczatku po włączeniu zasilania ustawił się na pozycję zerową a potem po zadaniu odpowiedniej wartości (najlepiej z jakiegoś małego panela) ustawił się na żądaną pozycję.
Z góry dziękuję za wszelkie porady
Pozdrawiam