




")
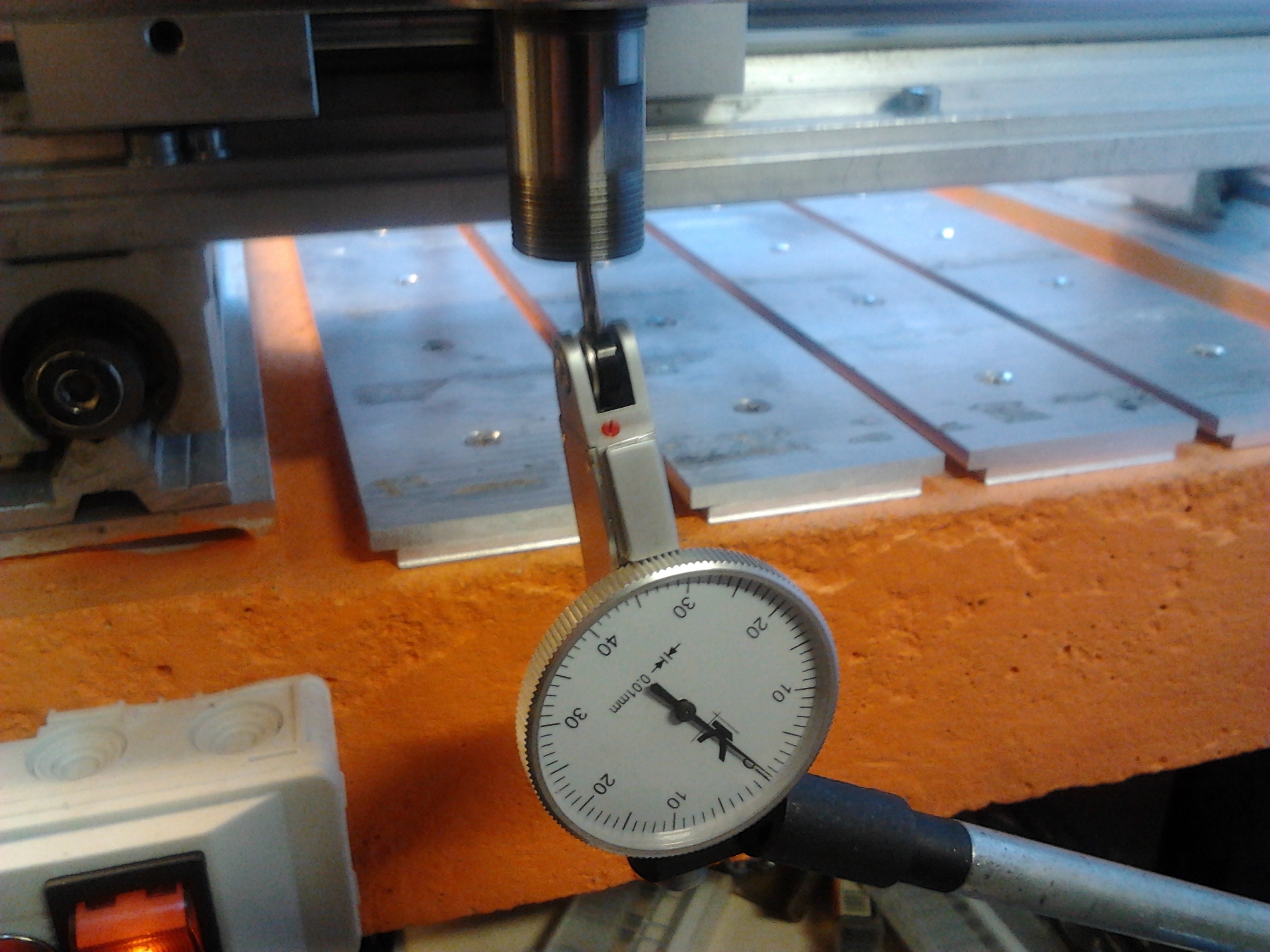
No to przystąpiłem do pomiarów bicia na stożku.
Okazało się, że jest bicie 0.03mm, a na narzędziu od 0,06 w górę. Ale jakoś jak ręką wkładałem samą tulejkę bez nakrętki to zauważyłem, że jak się ją delikatnie wsunie, aż się oprze to tuż przy wyjściu stożka tulejka jest zaparta, a koniec tamten w głębi wrzeciona ma luz i można nim pokiwać delikatnie.
Na zewnątrz bicie zmierzone wynosi 0.01mm, ale nakrętka ma bicie okrutne (choć nie powinno mieć to znaczenia) i jest nie wyważona. Wprowadza delikatne wibracje.
Kupiłem więc lepszą nakrętkę. Nie jest to rego-fix, ale jakaś polska i podobna niezła.
Chińska z napisami, polska bez:

Niewiele to dało. Bicie spadło na narzędziu do 0.05mm.
Postanowiłem więc przeszlifować stożek.
Zamocowałem proxxona, włożyłem ściernicę i jechałem wrzecionem.
Jak można się domyślić ściernica najbardziej "brała" przy wejściu do stożka.
Po przeszlifowaniu, bicie zmierzyłem na stożku na różnych głębokościach i wskazówka zegarka właściwie stoi.
Ale tulejkę jak się ręcznie wsunie to jeszcze czuć jak ten koniec w głębi się kiwa.
Jak się włoży frez i ręką dociśnie nakrętkę, złapie za koniec freza to można nim delikatnie pokiwać. Sugeruje to że jeszcze koniec tulejki ma luz.
Obawiam się, że więcej już szlifować nie mogę. W obecnej chwili tulejka ręcznie wsuwa się na taką głębokość:
Po zbazowaniu do szlifowania wbijałem w program G1 x-2.8 Z-19.9
Powinno dać to stożek 8st. Po szlifowaniu zmierzyłem kąt stożka i wychodzi mi że ma on około 7,5st.
Jutro jeszcze tulejkę zaciskową postaram się kupić, ale cudów się nie spodziewam, po złym kącie stożka.
Co w tej sytuacji można zrobić?



")







