Mam dokładnie taką samą spawarkę. To co mogę powiedzieć o własnym spawaniu:
Używam drutu AlMgMn - moim zdaniem ma lepszą zwilżalność powierzchni niż AlMgSi. Spawam złotą elektrodą, choć zieloną też się da takie ciut grubsze blaszki (na zielonej szybko robi się kulka i trudno tym spawać drobne elementy). Do Alu muszą być większe prądy. Bardzo ważne jest odpowiednie prowadzenie uchwytu i najważniejsze: gaz. Nierdzewkę jeszcze pospawasz takim ciut gorszym argonem, z alu już nie da rady. Do takiej blachy 3-4mm może daj na początek puls 100/140A, zobacz czy zaczyna się topić, jeśli słabo to podnieś prąd. Balans na środek, częstotliwość w AC na środek, częstotliwość w pulsie na środek, postgaz na ok. 5s, przepływ 8-9l/min i kombinuj, bo najważniejsza jest praktyka

. Oczywiście spawarka ustawiona na AC. Materiał musi być czyściutki, jeśli robią się czarne przywary, to tlenki, albo kiepski gaz, albo źle trzymasz uchwyt, albo materiał zabrudzony. Odpalasz łuk, chwilę czekasz aż tak jakby powierzchnia zaczyna się gotować - to zaczyna się topić materiał a AC rozbija tlenki- przykładasz drut i zaczynasz spawać. Drut-czubek zawsze musisz trzymać w obrębie osłony argonowej, bo inaczej zacznie sie utleniać. W tej spawarce nie ma pregazu, ja robię tak, że z dala od materiału przyciskam na chwilę przycisk na palniku, gaz zaczyna lecieć bo postgaz jest na 5s, w tym czasie przykładam palnik do materiału i odpalam łuk
[ Dodano: 2013-03-30, 16:15 ]
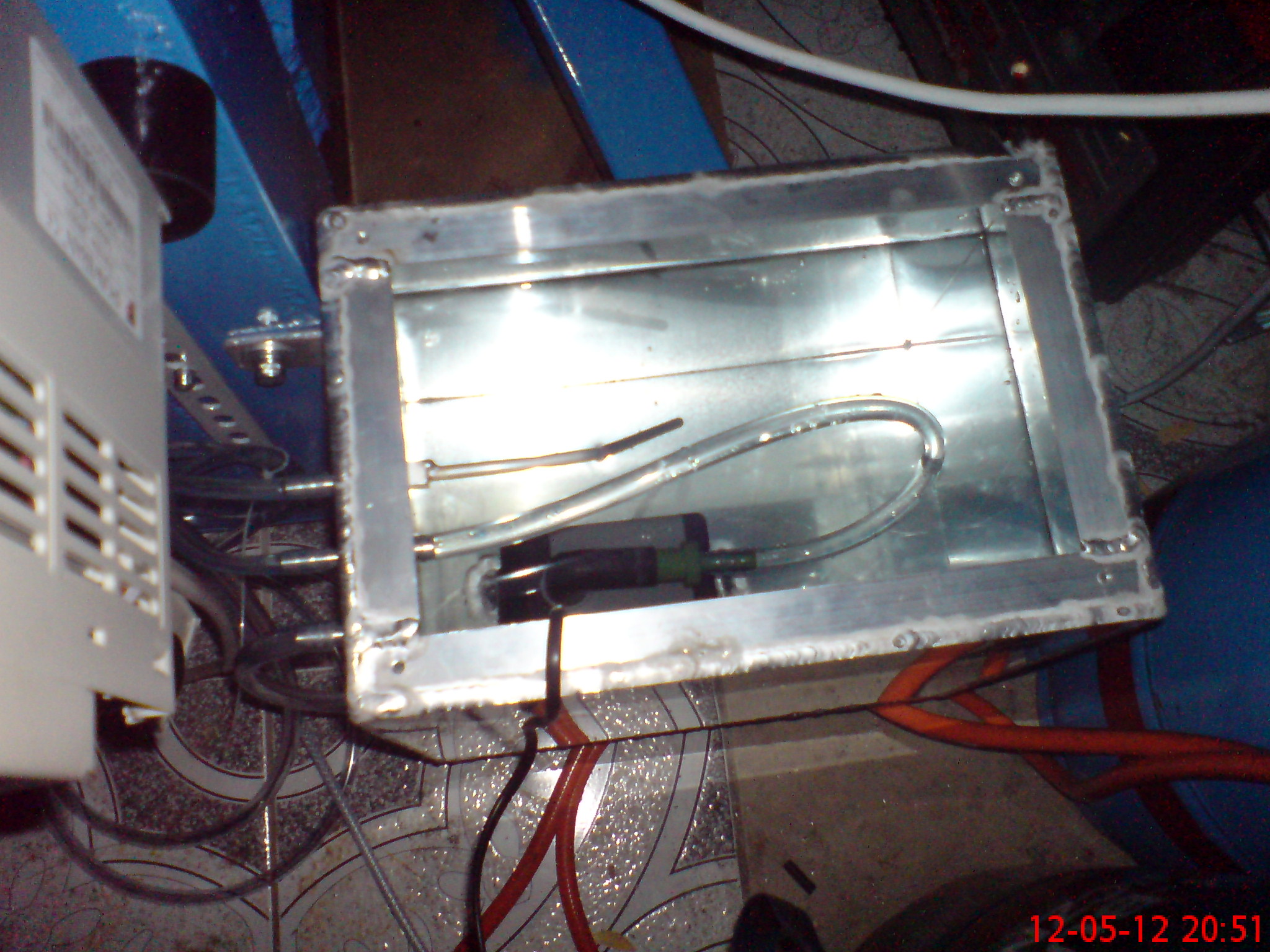
Co do mojego chłodzenia: wydajność pompki 1000L/min wystarczy, ważne żeby wysokość podnoszenia cieczy była wystarczająca: zbiornik-wrzeciono. Zwróć uwagę na tę dłuższą, zakrzywioną rurkę w moim zbiorniku: to rurka powrotu z wrzeciona, dzięki niej oba przewody są cały czas zanurzone w cieczy i jak raz odpowietrzysz układ, to już Ci się nie zapowietrzy powtórnie




")


")




")









