



Witam,
W swojej maszynce mam zamontowane wrzeciono od OUS-1. Niestety ma ono spore bicie na stożku Morse'a.. Czy ma ktos pomysł jak je zlikwidować? Moze jest ktoś na forum co mógłby mi to przeszlifować. Oczywiscie nie za darmo. Albo może dobry tokarz załatwiłby sprawę?
Pozdrawiam
Szlifowanie stożka Morse'a


")

-
 pasierbo
pasierbo
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 16
- Posty: 638
- Rejestracja: 03 lut 2008, 23:24
- Lokalizacja: Lublin
@rynio_di ok byłbym wdzięczny 
Słyszałem, że u salezjanów rozwiercali te stożki rozwiertakami i stad może być to bicie. Nie wiem czy to prawda ale bicie mam.
[ Dodano: 2012-05-26, 09:27 ]
Zauważyłem że i wewnętrzna i zewnętrzna powierzchnia bija w tą sama stronę. to chyba wskazywałoby na bicie łożysk. Może ich wymiana cokolwiek by pomogła.
Czujnik dźwigniowy przyłożony do wewnętrznej powierzchni stożka przy obrocie wykazuje bicie promieniowe około 0,05mm. Bicie na trzpieniu wiertarskim mierzone w odległości 6mm od czoła wrzeciona(jeszcze na wystającej powierzchni stożka morse'a) wykazuje 0,12mm. Im dłuższe tym gorzej. Jak założę oprawkę ER25 (prawie nowa) to jest już nieciekawie. Zewnętrzna powierzchnia wału wrzeciona ta pod tarcze zabierakową wykazuje 0,02mm czyli może być.A Jesteś pewny, że to wyłącznie wina stożka?
Słyszałem, że u salezjanów rozwiercali te stożki rozwiertakami i stad może być to bicie. Nie wiem czy to prawda ale bicie mam.
[ Dodano: 2012-05-26, 09:27 ]
Zauważyłem że i wewnętrzna i zewnętrzna powierzchnia bija w tą sama stronę. to chyba wskazywałoby na bicie łożysk. Może ich wymiana cokolwiek by pomogła.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
A zdiagnozowane masz kolego dokładnie jaki rodzaj ma to bicie?
Bo może być z trzech przyczyn
- Oś stożka leży w osi wrzeciona, ale stożek jest rozbity (wyrobiony) i stąd bicie. Należałoby sprawdzić za pomocą tuszu i dobrego (nowego) trzpienia jak przylega.
- Oś stożka nie leży w osi wrzeciona i nie jest do niej równoległy. Dlatego włożony trzpień "kiwa" się na boki, zataczając swą osią teoretyczną stożek. Co charakteryzuje się tym, że im dalej mierzymy od wrzeciona, tym większe bicie Najlepiej widać to mocując długi np rozwiertak, trzpień do rozwiertaków nasadzanych czy inne narzędzie ze szlifowanymi długimi powierzchniami
- Jeśli jednak stwierdzimy, że powierzchnia stożka jest ok (nie jest rozbity) a osie są równolegle lecz się nie pokrywają to pozostaje tylko szlifowanie albo stożka wewnętrznego co nie będzie łatwe ze względu na długość i średnicę stożka,
albo mocując wrzeciono w kłach (po zamocowaniu w stożku trzpienia wiertarskiego który ma nakiełek) przeszlifować miejsca pod łożyska (po uprzednim napawaniu i przetoczeniu, ale trzeba bardzo umiejętnie to robić ze względu na możliwość skrzywienia wrzeciona pod wpływem ciepła)
Bo może być z trzech przyczyn
- Oś stożka leży w osi wrzeciona, ale stożek jest rozbity (wyrobiony) i stąd bicie. Należałoby sprawdzić za pomocą tuszu i dobrego (nowego) trzpienia jak przylega.
- Oś stożka nie leży w osi wrzeciona i nie jest do niej równoległy. Dlatego włożony trzpień "kiwa" się na boki, zataczając swą osią teoretyczną stożek. Co charakteryzuje się tym, że im dalej mierzymy od wrzeciona, tym większe bicie Najlepiej widać to mocując długi np rozwiertak, trzpień do rozwiertaków nasadzanych czy inne narzędzie ze szlifowanymi długimi powierzchniami
- Jeśli jednak stwierdzimy, że powierzchnia stożka jest ok (nie jest rozbity) a osie są równolegle lecz się nie pokrywają to pozostaje tylko szlifowanie albo stożka wewnętrznego co nie będzie łatwe ze względu na długość i średnicę stożka,
albo mocując wrzeciono w kłach (po zamocowaniu w stożku trzpienia wiertarskiego który ma nakiełek) przeszlifować miejsca pod łożyska (po uprzednim napawaniu i przetoczeniu, ale trzeba bardzo umiejętnie to robić ze względu na możliwość skrzywienia wrzeciona pod wpływem ciepła)
pozdrawiam,
Roman
Roman
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 7885
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
no i po przeszlifowaniu stożka wewnątrz już nie będzie to jakiś znormalizowany wymiar - tulejki czy co tam będą wpadać .
więc chyba lepiej zrobić co się da żeby nie szlifować wewnątrz - pomijając trudności .
chyba że innego wyjścia nie ma .
zrób jak napisał kol. - diagnoza .
pozdrawiam .
no i po przeszlifowaniu stożka wewnątrz już nie będzie to jakiś znormalizowany wymiar - tulejki czy co tam będą wpadać .
więc chyba lepiej zrobić co się da żeby nie szlifować wewnątrz - pomijając trudności .
chyba że innego wyjścia nie ma .
zrób jak napisał kol. - diagnoza .
pozdrawiam .
Mane Tekel Fares
-
pasierbo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 16
- Posty: 638
- Rejestracja: 03 lut 2008, 23:24
- Lokalizacja: Lublin
próby z tuszem:
1. Stanowczym ruchem wepchnieta oprawka. Ta spiralna rysa na dole to chyba zaczepiłem przy wyjmowaniu więc to tak jakby jej nie było.

1a. To samo tylko widok z drugiej strony

2. Ta sama oprawka próba druga. Mocno ściagnięte szpilką przez wrzeciono.
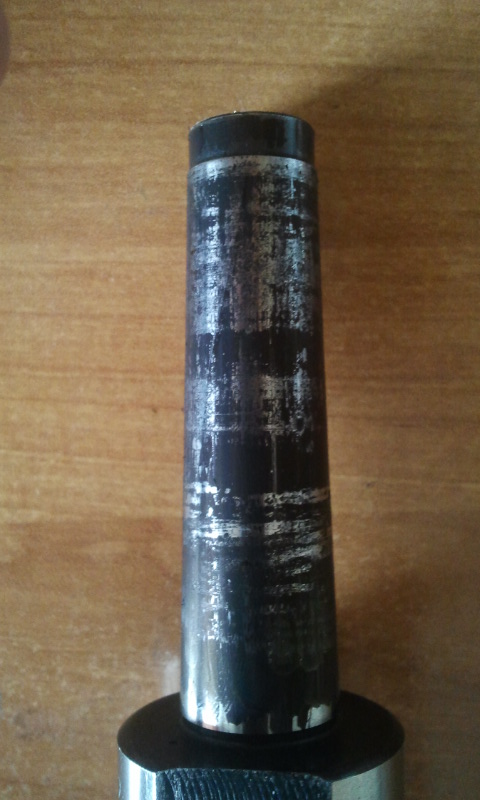
2a widok z drugiej strony.

3. Nie używany frez ściągnięty szpilka ale nie za mocno

3a. Widok z drugiej strony.

Próby z rozwiertakami i długim trzpieniem pokazują ze im dalej od wrzeciona tym bicie jest większe. W odległości około 80mm jest cos kolo 0,4-0,5mm
Czy da sie cos z tym zrobic?
1. Stanowczym ruchem wepchnieta oprawka. Ta spiralna rysa na dole to chyba zaczepiłem przy wyjmowaniu więc to tak jakby jej nie było.
1a. To samo tylko widok z drugiej strony
2. Ta sama oprawka próba druga. Mocno ściagnięte szpilką przez wrzeciono.
2a widok z drugiej strony.
3. Nie używany frez ściągnięty szpilka ale nie za mocno
3a. Widok z drugiej strony.
Próby z rozwiertakami i długim trzpieniem pokazują ze im dalej od wrzeciona tym bicie jest większe. W odległości około 80mm jest cos kolo 0,4-0,5mm
Czy da sie cos z tym zrobic?
-
zdzicho
- Posty w temacie: 4
Należy zatem wnioskować ,ze osie stożka i wrzeciona są skoszone.Zatem 2 metoda opisana przez Roman J4 nie przyniesie pozytywnych rezultatów . Pozostaje szlifowanie stożka ,ale to przy takim biciu spowoduje ,że gniazdo będzie za głębokie i standardowe trzpienie będą weń wpadać jak w studnię. Należałoby dorobić nowe wrzeciono i przeszlifować . Kosztowne i nie łatwe do wykonania.
-
pasierbo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 16
- Posty: 638
- Rejestracja: 03 lut 2008, 23:24
- Lokalizacja: Lublin
Jak dla mnie to to wrzeciono mozna spokojnie skrócić od czoła. nie bedzie mi to przeszkadzało. Stozk oprawki ER25 wystaje z wrzeciona jeszcze jakies 5mm moze to by wystarczyło. Ile może się cofnać po szlifowaniu? Zbieznośc stozka jest 20,020:1. naddatek na szlifowanie ile moze wynosic? jak wystarczyloby 0,2mm to stożek cofnie sie około 4mm. dobrze myslę?
Niedawno widziałem na allegro ktoś sprzedawal dorabiane wrzeciono do ousa. Pluje sobie w brodę że nie wziąłem w czas.
Niedawno widziałem na allegro ktoś sprzedawal dorabiane wrzeciono do ousa. Pluje sobie w brodę że nie wziąłem w czas.






