Strona 1 z 3
ugięcie prowadnicy
: 25 lip 2009, 20:11
autor: beowolf
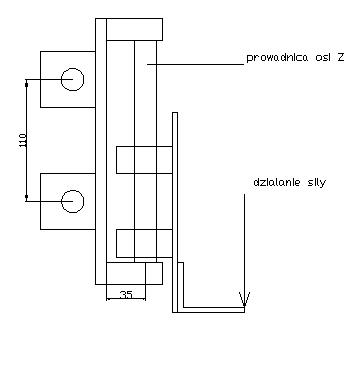
witajcie. Chciałem zapytać, czy w konfiguracji tak jak na rysunku możliwe jest ugięcie prowadnic o rozstawie 110 mm przy naciskaniu na koniec mocowania wrzeciona zaznaczonego strzałką ręką i to niekoniecznie mocno?? konstrukcję taką mam w swojej maszynie i nie wiem dlaczego, ale cały wózek Z ugina się. Szukam przyczyny no ale nie bardzo już wiem dlaczego tak się dzieje. Czy prowadnice fi 20 mogą sią tak uginać?? bo takie właśnie zastosowałem
: 25 lip 2009, 20:35
autor: Leoo
Jeśli wałki na bramie są niepodparte a łożyska nie posiadają możliwości kasowania luzu to tak będzie - fatalnie, prawda? Człowiek buduje solidną maszynę a tu...
Oczywiście niewielu konstruktorów przyznaje się do takich dolegliwości swoich dzieł.
: 25 lip 2009, 20:49
autor: beowolf
obudowy łożysk mają możliwość kasowania luzu, łożyska są w wersji z nacięciem właśnie do możlowości kasowania luzu. Dziwi mnie możliwość takiego ugięcia prowadnic niepodpartych (zapomniałem dodać że ich długość wynosi 500mm) zważywszy na fakt, że wielu kolegów z tego forum robi maszyny również na takich wałkach niepodpartych i nikt nie pisze, że oś Z się ugina. Wręcz przeciwnie - piszą, że nie czuć żadnych luzów. Może to ja coś źle zrobiłem w projekcie
: 25 lip 2009, 20:56
autor: MarekM1
Leoo pisze:J Człowiek buduje solidną maszynę a tu...
A jak dołożysz wrzeciono i frez - i naciśniesz na koniec freza - to ugięcie będzie jeszcze większe.
To jeden z powodów, dla których nie warto "przeginać" ze stywnością ramy maszyny. Zamiast supersztywnej ramy - lepiej dać wałki podparte w osi Y - lub przynajmniej ten dolny oraz nie robić za dużego rozstawu prowadnic w tej osi. Pozostałe osie nie mają aż takich ugięć.
Poza tym: to ugięcie - to nie jest kwestia luzów łożysk (lub raczej - luzy maja bardzo mały wpływ na ugięcie): to po prostu moment siły i powierzchnia przekroju. Dla tej osi i tego kierunku obciążenia jest to najgorszy przypadek ze wszystkich osi i kierunków.
Kolejny temat - tym razem "pozytywny": to że sie ugina, nie znaczy, że obróbka będzie do d... Zobaczy Kolega w praktyce, że nie jest tak źle jakby się z faktu istnienia owego ugięcia wydawać mogło

Należy jedyne zachowac umiar w prędkościach osi X - poziomej
: 25 lip 2009, 21:01
autor: beowolf
aha....więc wymiana prowadnic, a tym samym łożysk:/ cóż - chyba jednak zostanę przy tym rozwiązaniu. Przy frezowaniu pcb takie ugięcie raczej nie wystąpi. Jeśli ktoś patrzył na moją frezarke w dziale konstrukcje metalowe to wiele się zmieniło w tej maszynie:) na lepsze. Przedstawie ją jak już w pełni ją wykończę (również wizualnie).
Pozdrawiam i dziękuję za odpowiedzi
: 25 lip 2009, 21:07
autor: MarekM1
Nie koniecznie wymiana prowadnic na podparte. Można pomyśleć o stosowaniu chwilowej podpory pod dolny wałek osi Y - ideałem byłoby na środku, ale dobrze będzie "jak najbliżej środka". Trzeba przesunąc pole obróbki jak najbardziej w bok osi Y - to już zrobi swoje i do tego podeprzeć wałek poza polem ruchu.
: 26 lip 2009, 00:43
autor: Leoo
MarekM1 pisze:Kolejny temat - tym razem "pozytywny": to że sie ugina, nie znaczy, że obróbka będzie do d... Zobaczy Kolega w praktyce, że nie jest tak źle
W praktyce jest tak, że w zależności od konstrukcji freza materiał jest odpychany albo przyciągany do ostrza. W efekcie cięzka maszyna będzie mogła obrabiać najwyżej drewno a raczej nie o to chodziło.
Na wałkach niepodpartych można zrobić ploter termiczny a w najlepszym razie wiertarkę. Z wałkami podpartymi jest inny problem - łożyska, których oprawy zwykle nie posiadają możliwości kasowania luzu i trzeba je konstruować samemu.
Takich wad nie posiadają prowadnice szynowe, mają natomiast inną "dolegliwość" - cenę.
: 26 lip 2009, 09:44
autor: bartuss1
wszystko zalezy od tego co sie obrabia, popełniłem kilka maszynek na wałkach niepodpartych z przeznaczeniem do grawerowania drewna i frezowania styroduru, siły od freza kilkakrotnie mniejsze od siły nacisku dłoni, zawsze pozostaje jakis niesmak ze mogło byc lepiej, ale wiadomo budżet itp
: 26 lip 2009, 10:06
autor: beowolf
no właśnie - freowałem już nawet w aluminium i wymiary gabarytowe wychodzą bardzo dobrze. Ale w przypadku otworów wychodzi troche jak by lej:/ spód jest ciaśniejszy od góry. Nie dużo ale jest:/
: 26 lip 2009, 15:14
autor: MarekM1
beowolf pisze: Ale w przypadku otworów wychodzi troche jak by lej:/ spód jest ciaśniejszy od góry. Nie dużo ale jest:/
No to trzeba dodać przejścia wykańczające bez zbierania materiału wg wymiaru "górnego". Dół się wtedy sam nieco "wyprostuje". Albo robić otwory na wymiar środka grubości - góra nieco w plusie, a dól nieco w minusie. Wszystko zależy jak duże to "nieco" jest - a jakie jest tolerowane.
No i wolniej.