Zapraszam do dyskusji.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")



")
Nie wiem o której maszynie kolega mówi, czy o swojej czy o tej z filmu. Ale obie mają praktycznie taką samą kinematykę.
Nie do końca wiem o co koledze chodzi. Ja pracują w NXie. Niestety z mastercamem nie miałem zbytnio do czynienia.bartuss1 pisze: ↑26 paź 2018, 20:40Co do podążania za punktem to masz w camie odpowiedni parametr. ja sie tak bawiłekm kiedys w mastercamie, i w moim HH, poza definicją maszyny, to przy jakichkolwiek obrobkach wystarczylo podać promien obrotu, czyli odległośc od czoła narzędzia do osi obrotu, a ponieważ promien obrotu byl znany, wystarczylo tylko zmierzyć wysokośc narzedzia i dodać do wartosci ogolnej. Niestety z automatu to nie działało - z czujnika.
le jak sie podało owa wartośc to cały G kod liczacy sobie kilkaset tysiecy linii proramowych wykonywal całą zabawę bezbłędnie.
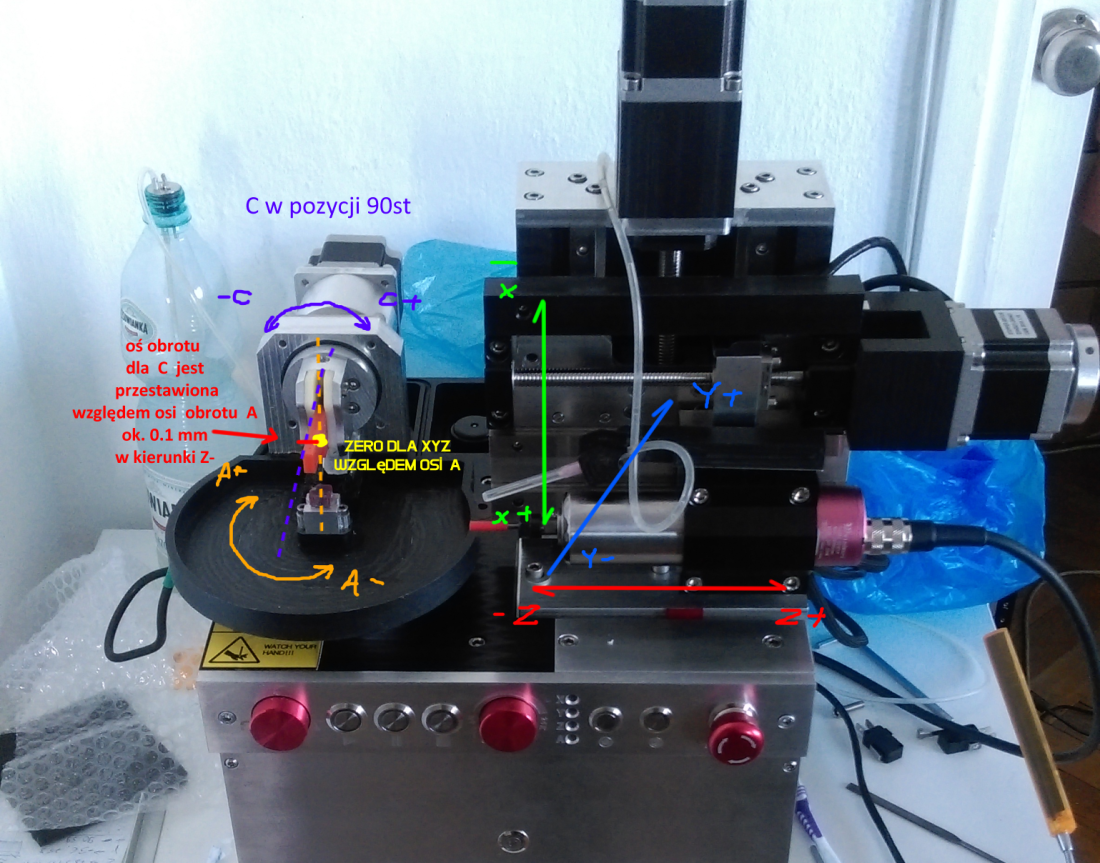
Otóż właśnie zapisuje się te wartości w parametrach maszyny. Sonda wyznacza (akurat w tym przypadku) odległość od bazy maszyny (zera maszyny) do osi obrotu osi B w osi X i w osi Z (trochę dużo tych osi, ufff....) oraz odległość osi obrotu osi C w osi Y.
")






