



")
Posiadam maszynę zbudowaną na podzespołach:
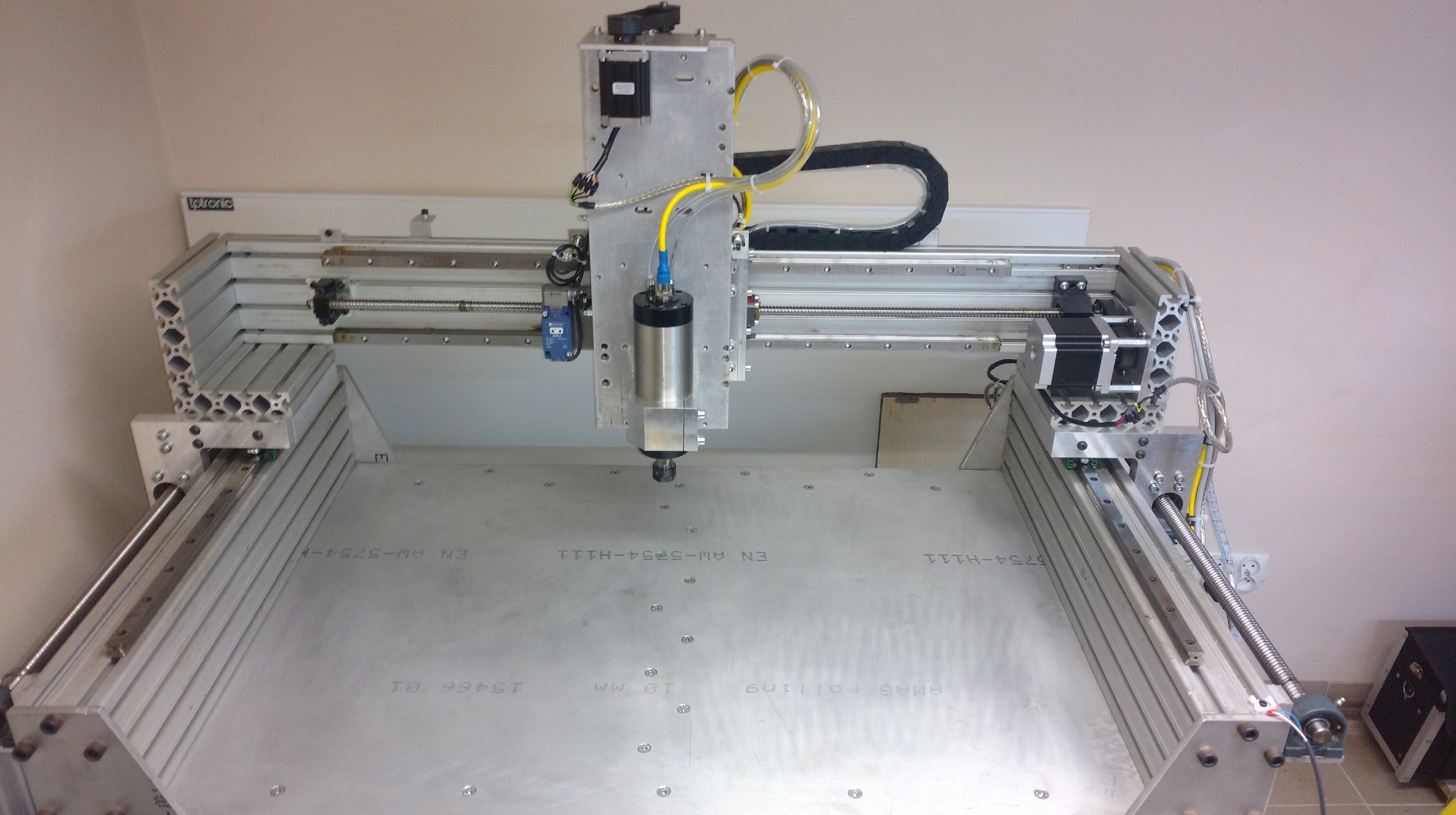
X - prowadnice Rexroth 20, śruba kulowa Rexroth 16x10. Silnik 8nm ustawiony na 1/8 kroku.
Y - brama 2 silniki ,prowadnice INA 20, śruba kulowa Warner Elektrik 25x10. 2x Silnik 8nm ustawiony na 1/8 kroku.
Sterowanie Linux CNC
Zdjęcia przedstawiają maszynę.
Problemem jest dokładność obróbki aluminium , często jest to powyżej 0,15mm. Parametry skrawania: głębokość przejścia 0,5mm, predkość 2000mm/min , frez Bittech 2P polerowany, 4mm średnicy. Jakość obróbki jest zadowalająca. Zdjęcie poniżej. Dla próby wyciąłem kostkę 10x10 mm i dokładność wyszła do 0.01mm . Przy detalu np. 100x120 wychodzi 99,98 x 120,20.
Ciekawe jest to, że przeważnie w każdym detalu jeden wymiar x/y jest ok a drugi ma błąd 0,1- 0,2mm
W LinuxCNC nie ustawiałem backlashu ani scale w ini.
Wiem że śruby kulowe też mają swój luz ale nie wydaje mi się aby z tego luzu generowało by się ok 0,2mm.
Czy przy śrubach kulowych ustawiacie też scale i backlash?
Co może być powodem tego problemu?



")






