Ploter CNC, "płynace" zero maszyny.
: 19 wrz 2016, 10:04
Witam wszystkich.
Zbudowałem sobie ploter CNC do zastosowań modelarskich. Śruby kulowe, formatki 15mm alu, silniki krokowe 4.2 Nm... zresztą do zobaczenia pod tym:
https://www.cnc.info.pl/topics60/ploter ... 398,20.htm
linkiem. Teraz już jest lekko zmodyfikowany, np wyrzuciłem profile a wstawiłem blat z mdf-u użebrowanego od spodu, który został prze frezowany na maszynce. Na stół alu nie mam na razie funduszy
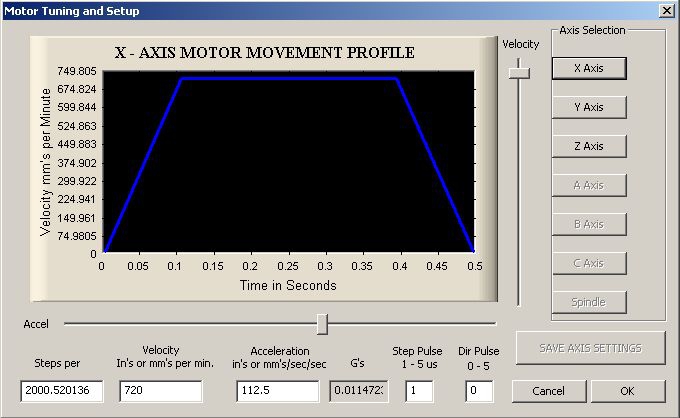
Ustawiłem geometrię na tyle na ile pozwalały mi warunki, skonfigurowałem macha, przejazdy w osiach ustawiane płytkami wzorcowymi. Jak frezuje okręgi w HDF-ie 2.5mm to mieszczę się w okolicy 0.05mm - okrągłość.
Na czym polega problem. Podczas frezowania przestawia mi się punkt zerowy maszyny we wszystkich osiach, płynie. Są to jakieś ułamki mikrona na nawrotach, ale przy powierzchni 645x345 mm i kodzie 10000 linii, to z mikronów robią się dychy. Wygląda to tak, mam na ploterze płytę 645x345 mm, najpierw frezuję na niej napisy - 1sza warstwa - potem nawiercam frezem diamentowym 1.35mm w narożnikach wewnętrznych - 2ga warstwa, tak żeby po wycięciu kształtu narożniki nie były zaokrąglone. Ostatnia część to wycinanie gotowych elementów - 3cia warstwa. Niestety, warstwa elementów jest przestawiona względem otworów, i otwory nie wypadają na rogach, przesunięcie ma około 0.5 do 1mm.
Program trwa około 1.5h. Zauważyłem, że jak po cięciu zjadę na bazy komendą G28 to ploter zatrzymuje się przed krańcówkami. Zero macha nie pokrywa się z zerem maszyny. Muszę wtedy wyłączyć w machu limity, wjechać na krańcówki od 0, włączyć tryb offline, komendą G28 zbazować maszynkę i dopiero włączyć limity.
Miał ktoś z Was taki problem ?
Sterownik to DM542A, komputera Della z procesorem intel core 2 duo 2gb ramu, dołozona specjalnie karta z portami lpt, przewód pomiędzy komputerem a sterowaniem ma 1m.
Jak wycinam elementy za jednym przejściem to wymiary są ok, problem jest jak robię warstwami tj.: najpierw napisy, potem otwory potem obrys elementów.
Ktoś miał taki przypadek ?
Zbudowałem sobie ploter CNC do zastosowań modelarskich. Śruby kulowe, formatki 15mm alu, silniki krokowe 4.2 Nm... zresztą do zobaczenia pod tym:
https://www.cnc.info.pl/topics60/ploter ... 398,20.htm
linkiem. Teraz już jest lekko zmodyfikowany, np wyrzuciłem profile a wstawiłem blat z mdf-u użebrowanego od spodu, który został prze frezowany na maszynce. Na stół alu nie mam na razie funduszy
Ustawiłem geometrię na tyle na ile pozwalały mi warunki, skonfigurowałem macha, przejazdy w osiach ustawiane płytkami wzorcowymi. Jak frezuje okręgi w HDF-ie 2.5mm to mieszczę się w okolicy 0.05mm - okrągłość.
Na czym polega problem. Podczas frezowania przestawia mi się punkt zerowy maszyny we wszystkich osiach, płynie. Są to jakieś ułamki mikrona na nawrotach, ale przy powierzchni 645x345 mm i kodzie 10000 linii, to z mikronów robią się dychy. Wygląda to tak, mam na ploterze płytę 645x345 mm, najpierw frezuję na niej napisy - 1sza warstwa - potem nawiercam frezem diamentowym 1.35mm w narożnikach wewnętrznych - 2ga warstwa, tak żeby po wycięciu kształtu narożniki nie były zaokrąglone. Ostatnia część to wycinanie gotowych elementów - 3cia warstwa. Niestety, warstwa elementów jest przestawiona względem otworów, i otwory nie wypadają na rogach, przesunięcie ma około 0.5 do 1mm.
Program trwa około 1.5h. Zauważyłem, że jak po cięciu zjadę na bazy komendą G28 to ploter zatrzymuje się przed krańcówkami. Zero macha nie pokrywa się z zerem maszyny. Muszę wtedy wyłączyć w machu limity, wjechać na krańcówki od 0, włączyć tryb offline, komendą G28 zbazować maszynkę i dopiero włączyć limity.
Miał ktoś z Was taki problem ?
Sterownik to DM542A, komputera Della z procesorem intel core 2 duo 2gb ramu, dołozona specjalnie karta z portami lpt, przewód pomiędzy komputerem a sterowaniem ma 1m.
Jak wycinam elementy za jednym przejściem to wymiary są ok, problem jest jak robię warstwami tj.: najpierw napisy, potem otwory potem obrys elementów.
Ktoś miał taki przypadek ?