




chciałbym się przywitać na forum - to moj pierwszy post.
Mam amatorska maszynke CNC, ktorej bede uzywal do prostych prac w drewnie i ew grawerowania napisow.
Uzywam CAMBAM + GRBL(port szeregowy zrobiony z ARDUINO).
Problem jest taki, że w miarę wykonywania programu oś Z coraz mniej zagłebia wrzeciono. Do tego stopnia, ze wykonując napis, w połowie juz przestaje w ogóle grawerować.
Myślałem, że to wina nie wypoziomowanego stołu, ale wykonałem prosty program rysujący cztery okręgi w rogach i ustawiłem stół tak, zeby każde było identycznej głebokości. Niestety to nie jest źródło problemu, bo robiąc cokolwiek innego, wrzeciono zauważalnie się coraz mniej zagłębia i to niezależnie od położenia na stole.
W końcu programu jest ok 1-2mm wyżej niż w pozycji początkowej (w tym samym punkcie XY).
Silniki to WANTAI 57BYGH603B.
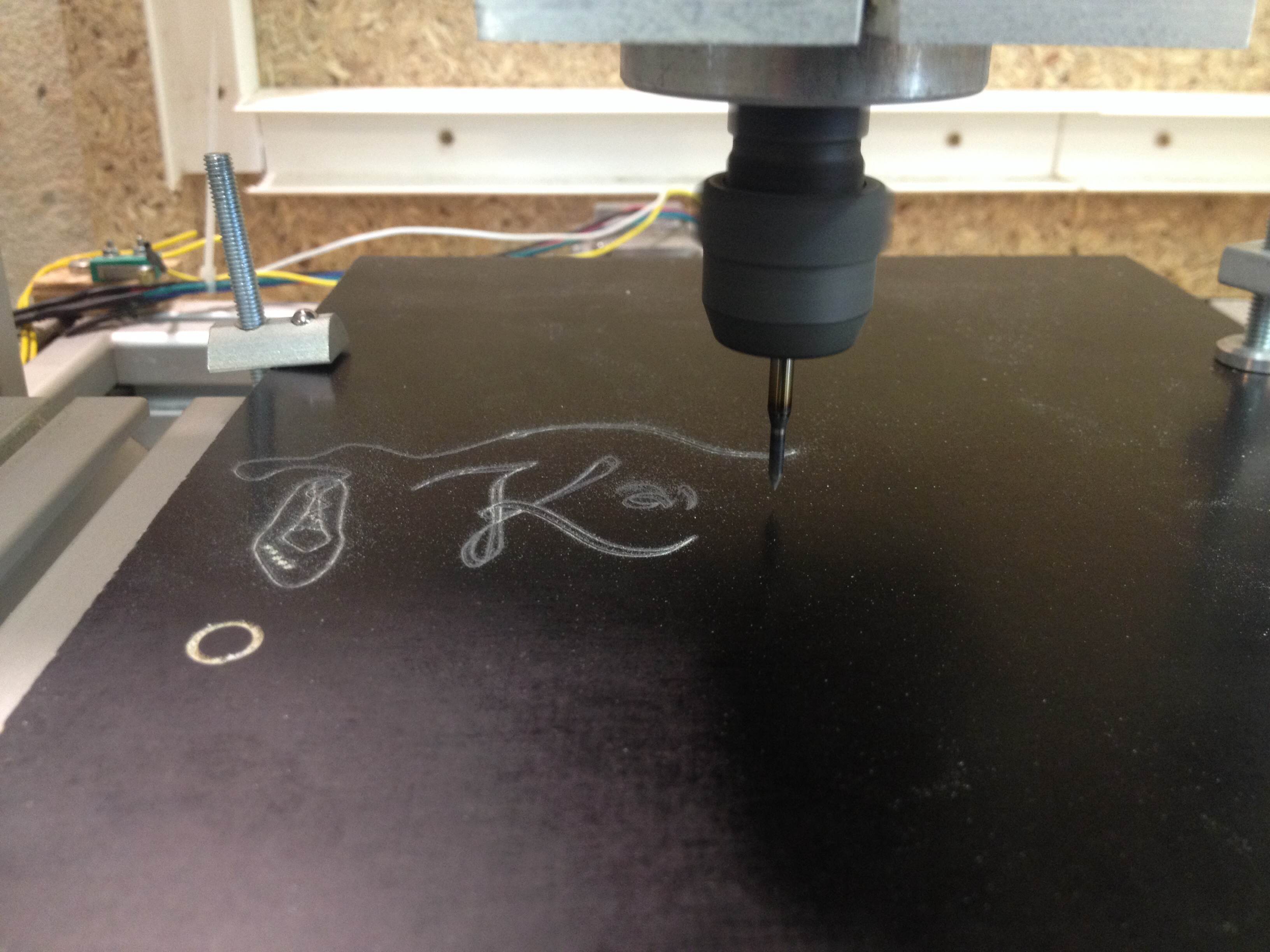
Załączam obraz (w trakcie pracy maszyna i juz widac, że przy kolejnej literce przestaje grawerowac).
Gdzie szukać problemu?
Pozdrawiam,
Krzysztof



")
")

")






