")
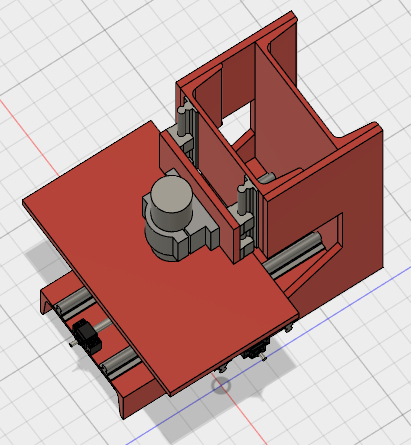
Założenia:
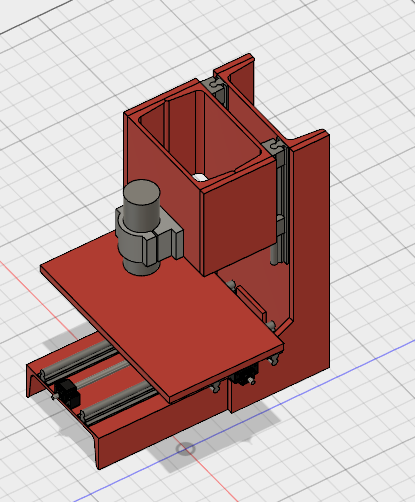
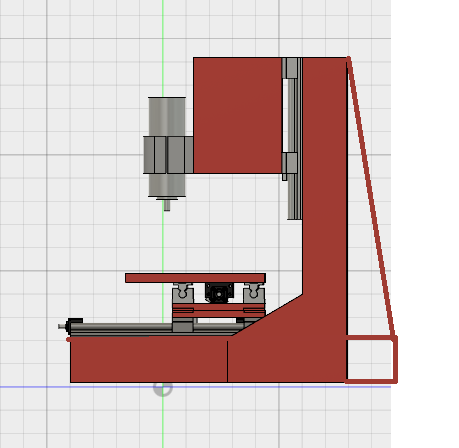
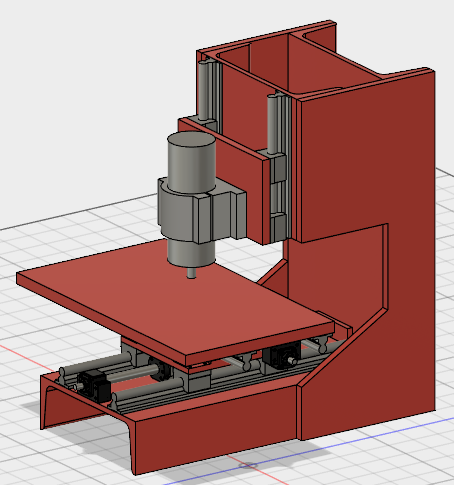
-pole robocze 300x300x100 (zastanawiam się jeszcze nad zwiększeniem Z)
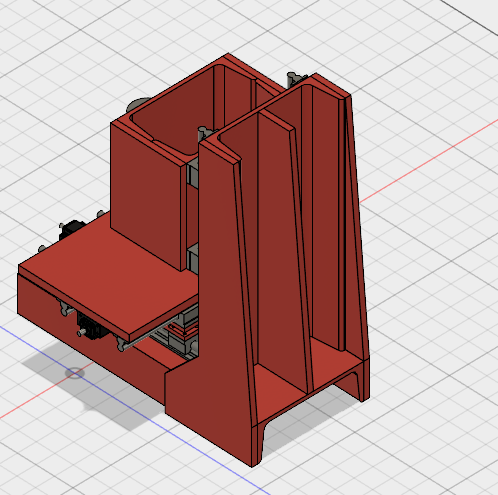
-konstrukcja na bazie ceownika 280 i elementów z bachy 10 lub 15mm ciętych wodą albo laserem, skręcana na śruby M8
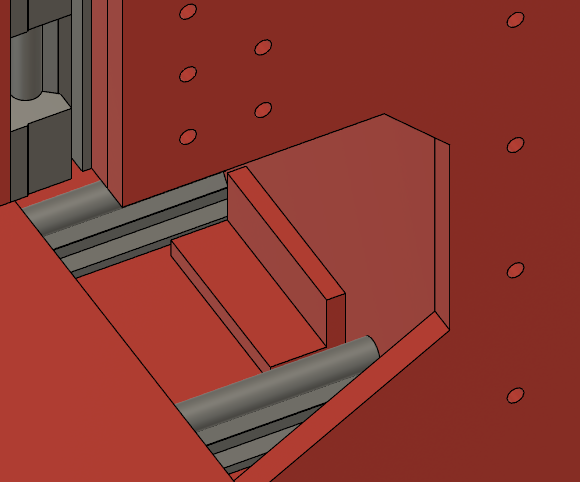
-prowadnice: wałki podparte 16 + łożyska otwarte w obudowach (mam z poprzedniej maszyny). Jak na siebie zarobią, to może wymiana na prowadnice + wózki.
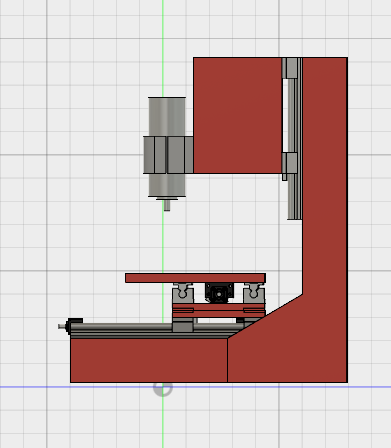
-napęd: śruby kulowe 1605 na X i Y, chyba trapezowa na Z. X i Y za pośrednictwem paska, Z bezpośrednio.
-silniki: na chwilę obecną 0.9Nm/2A + własne drivery. Docelowo coś mocniejszego i M542
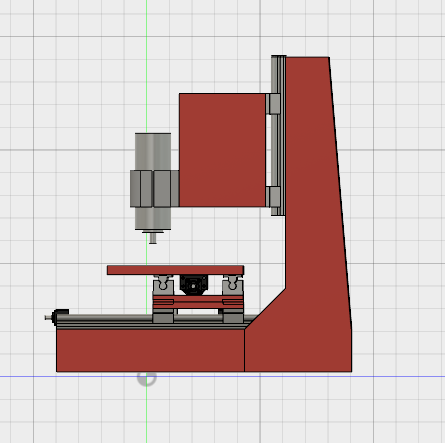
-wrzeciono: mokry chińczyk 1.5kW albo 2.2kW (zależy mi na w miarę cichej pracy)
-sterowanie: LinuxCNC
-materiały obrabiane: wszystko z metalami kolorowymi włącznie. Jakaś miękka stal jak się uda.
No i teraz dylematy i problemy:
Ceownik z rozbiórki hal mogę mieć w cenie złomu użytkowego. Problem pojawia się przy obróbce. Mam preferencyjny dostęp do tokarki 720mm (po wyjęcia mostka), piły taśmowej, WS15 i małej frezarki narzędziowej (manualnej), czyli nie mam za bardzo na czym obrobić profili. Chodzi tylko i splanowanie powierzchni ceownika i ofrezowanie boków tak, żeby były prostopadłe do powierzchni.
Jednak albo ktoś mnie źle rozumie, albo ja nie doszacowałem kosztów, bo za ofrezowanie 500mm ceownika krzyczą 500-700zł netto. To jest normalna cena? Ja szacowałem tak na oko 2-3 roboczogodziny na jeden taki duży ceownik i tak z 100zł max brutto /h.
Druga sprawa: czy warto iść w blachy 15mm czy 10mm starczy? Różnica w cenie cięcia jest spora.
Trzeci dylemat: Jeżeli będę chciał same obrysy blach, to wtedy laser, jakbym chciał z otworami na śruby (zkładam otwór 9mm żeby mieć pole manewru do ustawiania wszystkiego) to będzie musiało być cięte waterjetem, nie laserem i koszta rosną.
Jeżeli zamówię bez otworów, to potem zamocuję blach boczne co ceowników ściskami, wywiercę otwory na wylot pod gwint M8, potem w bokach rozwiercę na 9mm. Generalnie dużo roboty.
Jeżeli zamówię blachy z waterjeta, to razem z otworami na śruby. Wtedy złoże to na ściski, wykorzystam blachy boczne jako szablon do napunktowania otworów pod gwint w ceownikach. To wydaje się bardziej rozsądne i chyba bardziej precyzyjne, ale też koszt WJ będzie (chyba) ze 2-3 razy wyższy niż cięcia laserem.
Co o tym sądzicie?


")
")