")
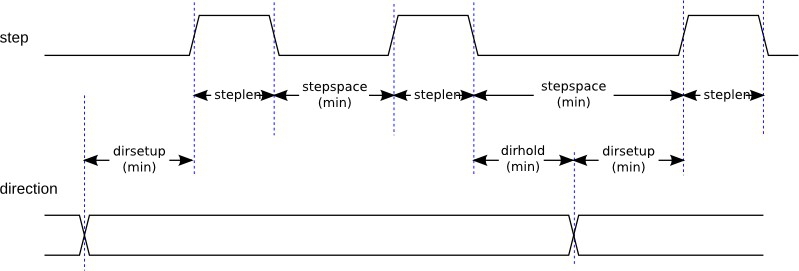
Zmiana kierunku DIR następuje w czasie 1/2 szerokości impulsu przed zboczem Step.ezbig pisze:Racja, ale przy prędkości liniowej 250mm/min zmiany kierunku i impulsy step następują tak wolno, że to chyba przekaźnik musiałby być, żeby nie zdążyć (może trochę przerysowałem, ale tam zależnie od mikrokroku i skoku śruby wyjdzie 1-2.5kHz dla sygnału step - dosyć mała częstotliwość nawet dla kiepskiego transoptora).
I nie ma żadnej zależności od ilości następnych impulsów Step określajacych prędkość osi czyli nawet gdy napędzana oś człapie i pełza to i tak zgubi krok na nawrocie.
Bo nawrót przełączany jest z maksymalną wydajnością systemu a nie aktualną prędkością osi.
A transoptor do systemu nie pasuje i się gubi.



")
")